Приготовление арболитовой смеси. Подготовленная дробленка поступает во вращающийся смеситель, куда последовательно поступают химические добавки, цемент, песок и вода. Продолжительность смешивания составляет 6…8 минут. Готовая смесь поступает в формирующее устройство – арболитоукладчик.
Формирование изделий. Качество и свойства материала задается на стадии формирования. Состав оборудования зависит от конструкции (количество слоев) арболита. Существует несколько способов формирования изделий: прессование в формах, послойная укладка роликами, уплотнение при помощи вибрации с пригрузом, вибропрессование, силовой вибропрокат.
Твердение арболита. Твердение арболитовых изделий и плит производят в условиях цеха при температуре около 20 0С и относительной влажности воздуха 60…80%. Время приобретения арболитом распалубочной прочности составляет от 4 до 5 суток. Для ускорения твердения используют камеры термообработки с температурой 40 0С и относительной влажностью воздуха от 50 до 60%. После распалубки производят выдержку арболита в течение 6 суток до набора окончательной прочности.
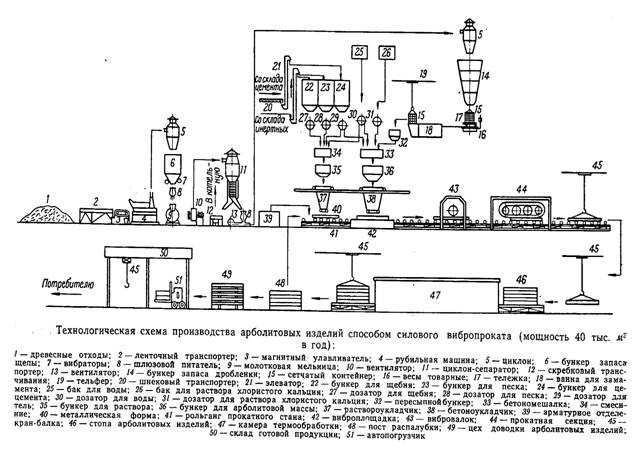 Рисунок 10.2 – Технологическая схема производства
арболитовых изделий
Рисунок 10.2 – Технологическая схема производства
арболитовых изделий
Обработка готовых арболитовых изделий и плит. Полученные арболитовые изделия и плиты могут обрабатывать до требуемых размеров, производят заделку крепежных элементов. В зависимости от требований потребителя, на поверхности арболитовых изделий могут формировать декоративный слой.
10.3 Технология фибролита
Технологический процесс производства фибролита состоит из следующих этапов: получение древесной шерсти из окоренного сырья, прошедшего технологическую выдержку, пропитка полученной древесной шерсти минерализатором и смешивание с цементом, формирование изделий из полученной смеси, прессование и выдержка до распалубочной прочности, распалубка, выдержка до полного вызревания и сушка готовых изделий и плит.
10.4 Технология гипсоволокнистых плит
Волокно для гипсоволокнистых плит получают из кусковых отходов лесопиления и деревообработки и технологической щепы. Полученное волокно смешивают с гипсом и химическими добавками, замедляющими отверждение гипса, далее производят настилку ковра, подпрессовку и прессование плит. После прессования плиты поступают в камеры твердения и далее в сушильные камеры.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.