Министерство образования и молодёжной политики Ставропольского края. Государственное бюджетное образовательное учреждение среднего профессионального образования.
"Невинномысский индустриальный колледж"
Курсовая работа
По теме: «Методы металлообработки деталей на электроэрозионных станках»
Работу выполнил:
Студент группы НС 15-21
г. Невинномысск
2017
Содержание
Введение
Электроэрозионная обработка
Основной принцип работы
Основы технологии
Технология обработки
Электроэрозионная резка металла
Обработка титановых сплавов
Обработка алюминиевых сплавов
Классификация методов
Типы используемого оборудования
Проволочно-вырезные станки
Электроэрозионные прошивные станки
Самодельные электроэрозионные станки
Преимущества электроэрозионной обработки
Границы применения электроэрозионной обработки
Заключение
Литература
Введение
Электроэрозионную обработку металла достаточно широко применяют для изменения размеров металлических деталей, не нарушая их физических свойств. Такой процесс осуществляется при помощи специального оборудования и требует хорошего знания необходимых технологий.
Электроэрозионная обработка, помимо изменения размеров различных деталей, дает возможность также получить отверстия требуемой формы и конфигурации, сделать при необходимости фасонные полости, а также изготовить профильные канавки и пазы на тех заготовках, которые созданы на основе твердых сплавов.
Кроме этого, данный метод дает возможность сделать различный инструмент более прочным, позволяет производить качественное электропечатание, высокоточное шлифование, выполнять резку деталей, а также многое другое.
Простейшая схема, при которой возможна обработка, в обязательном порядке содержит определенный электрод, который подходит для выполнения электрического разряда, а также такие элементы, как конденсатор, реостат и непосредственно сам источник питания.
Выполнять данный вид обработки металлических деталей следует при полном соблюдении соответствующих правил по технике безопасности.
Первый в мире советский электроэрозионный станок был предназначен для удаления, застрявшего в детали сломанного инструмента. С тех пор в нашей стране и за рубежом выпущено большое число разнообразных по назначению, производительности и конструкции электроэрозионных станков.
По назначению различают станки универсальные, специализированные и специальные, по требуемой точности обработки — общего назначения, повышенной точности, прецизионные.
Общими для всех электроэрозионных станков узлами являются устройство для крепления и перемещения инструмента (заготовки), гидросистема, устройство для автоматического регулирования межэлектродного промежутка (между заготовкой и инструментом). Генераторы искровых или дуговых импульсов изготовляются, как правило, отдельно и могут работать с различными станками.
Основные отличия устройств для перемещения инструмента (заготовки) в электроэрозионных станках от таковых в металлорежущих станках — отсутствие значительных силовых нагрузок и наличие электрической изоляции между электродами. Гидросистема состоит из ванны с рабочей жидкостью, гидронасоса для прокачивания жидкости через межэлектродный промежуток и фильтров для очистки жидкости, поступающей в насос, от продуктов эрозии.
Электроэрозионная обработка
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда.
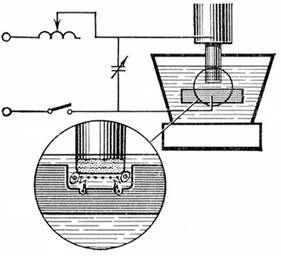
Рисунок 1. Электроэрозионный метод обработки (схема)
Если задано напряжение (расстояние) между электродами, погруженными в жидкий диэлектрик, то при их сближении (увеличении напряжения) происходит пробой диэлектрика — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Так как длительность используемых в данном методе обработки электрических импульсов не превышает 2-10 сек, выделяющееся тепло не успевает распространиться вглубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу (эрозии) не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. Таким образом, при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого. Производительность процесса и качество получаемой поверхности в основном определяются параметрами электрических импульсов - их длительностью, частотой следования, энергией в импульсе.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




