



1. Анализ технологичности конструкции детали.
2. Определение размеров и формы заготовки.
Основные данные по детали:
Толщина материала, S - 2 мм;
Длина детали, L - 1000 мм;
Число гофр, N - 5;
Длина прямолинейного участка гофра, L - 48,2 мм;
Внутренний радиус волны, R - 28 мм;
Шаг волны, Т - 150 мм;
Центральный угол, θ - 88,33º;
Материал – сталь 09Г2-4 ГОСТ 19281-73.
Рис.1. Эскиз детали.
Для нахождения ширина заготовки [1] воспользуемся разверткой детали. Из рис.1 видно, что размеры гофр одинаковы, следовательно, ширина заготовки будет равна ширине одной развернутой гофры умноженной на их количество.
Рис.2. Расчетная схема.
Ширина плоской заготовки находится по формуле:
![]() ,
(1)
,
(1)
где N – число гофр в детали (N=5);
![]() - ширина
одного гофра.
- ширина
одного гофра.
![]() ,
(2)
,
(2)
где ![]() - сумма
прямолинейных участков гофра,
- сумма
прямолинейных участков гофра,
![]() при
при ![]() ,
,
![]() мм;
мм;
![]() - сумма
криволинейных участков гофра,
- сумма
криволинейных участков гофра,
![]() , при этом
, при этом
![]() , следовательно, сумма
криволинейных участков будет равна ширине первого криволинейного участка
увеличенной в четыре раза.
, следовательно, сумма
криволинейных участков будет равна ширине первого криволинейного участка
увеличенной в четыре раза.
Из отношения внутреннего радиуса к толщине
делаем вывод, что расчет участка производится по 1 методике.
 ,
(3)
,
(3)
где ![]() - угол
гибки,
- угол
гибки, ![]() ;
;
![]() - коэффициент, определяющий положение
нейтрального слоя,
- коэффициент, определяющий положение
нейтрального слоя,
![]() , табл.3
[2].
, табл.3
[2]. ![]() .
.
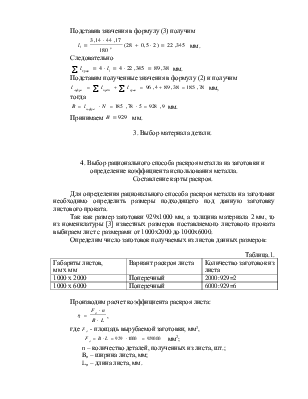
Подставив значения в формулу (3) получим
 мм.
мм.
Следовательно
![]() мм.
мм.
Подставим полученные значения в формулу (2) и получим
![]() мм, тогда
мм, тогда
![]() мм.
мм.
Принимаем ![]() мм.
мм.
3. Выбор материала детали.
4. Выбор рационального способа раскроя металла на заготовки и определение коэффициента использования металла.
Составление карты раскроя.
Для определения рационального способа раскроя металла на заготовки необходимо определить размеры подходящего под данную заготовку листового проката.
Так как размер заготовки 929х1000 мм, а толщина материала 2 мм, то из номенклатуры [3] известных размеров поставляемого листового проката выбираем лист с размерами от 1000х2000 до 1000х6000.
Определим число заготовок получаемых из листов данных размеров:
Таблица.1.
|
Габариты листов, мм х мм |
Вариант раскроя листа |
Количество заготовок из листа |
|
1000 х 2000 |
Поперечный |
2000:929=2 |
|
1000 х 6000 |
Поперечный |
6000:929=6 |
Производим расчет коэффициента раскроя листа:
 , где
, где ![]() - площадь
вырубаемой заготовки, мм2,
- площадь
вырубаемой заготовки, мм2,
![]() мм2;
мм2;
n – количество деталей, полученных из листа, шт.;
Bл – ширина листа, мм;
Lл – длина листа, мм.
1. 1000 х 2000 мм
n=2
2. 1000 х 6000 мм
n=6
5. Выбор рационального варианта технологического процесса изготовления детали и его разработка. Составление технологической карты.
6. Выбор технологического оборудования.
7. Установление типа штампа и его проектирование. Расчет исполнительных размеров пуансонов и матриц. Расчет деталей штампа на прочность.
8. Планировка и организация рабочего места.
9.Техническое нормирование.
10. Определение себестоимости детали.
11. Разработка чертежей штамма и его рабочих частей.
Список используемой литературы.
1. В.Н. Кокорин. Технологические расчеты в процессе холодной листовой штамповки. Учебное пособие – УлГТУ, 2002г.
2. Справочник конструкторов штампов. Листовая штамповка/ Под ред. Л.И. Рудмана – М.: Машиностроение, 1988г.
3. Ковка и штамповка: Справочник. В 4-х т./Ред. Совет: Е.И.Семенов(пред.) и др. – М.: Машиностроение, 1985 – Т.1. Материалы и нагрев. Оборудование. Ковка/Под ред. Е.И.Семенова. 1985. 568 с., ил.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.