





4. НОРМИРОВАНИЕ ТОЧНОСТИ ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ ДЕТАЛЕЙ
4.1. НОРМИРОВАНИЕ ТОЧНОСТИ РАЗМЕРОВ, ФОРМЫ,
РАСПОЛОЖЕНИЯ И ШЕРОХОВАТОСТИ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Изготовление деталей с необходимой точностью возможно лишь при указании на чертежах требований к точности размеров, формы, расположения, шероховатости, а в ряде случаев и волнистости поверхностей.
На чертеже детали проставляют минимальное, но достаточное для ее изготовления и контроля, количество размеров. Все размеры указывают с предельными отклонениями.
Предельные отклонения линейных размеров сопрягаемых поверхностей (элементов) детали выбирают по ГОСТ 25347-82 (для металлических деталей) и ГОСТ 25349-82 (для деталей из пластмасс) и проставляют на чертеже по ГОСТ 2.307-68 ЕСКД в соответствии с посадками, обеспечивающими служебное назначение изделия.
Предельные отклонения остальных размеров оговаривают по ГОСТ 25670-83 в технических требованиях общей записью, например «Неуказанные предельные отклонения размеров: H14, h14, ±IT14/2» или, если технические требования состоят из нескольких пунктов, «H14, h14, ±IT14/2», используя квалитеты IT12-IT17, или классы точности t1-t4. Неуказанные предельные отклонения размеров металлических деталей, обработанных резанием, рекомендуется назначать по 14 квалитету или классу точности t2. Указанная запись может быть сокращена, если на чертеже отсутствуют размеры, относящиеся к группе валов, или отверстий, или остальных, например, «H14, ±IT14/2».
Отклонения формы, расположения и шероховатости поверхностей деталей нормируют исходя из их служебного назначения в соответствии с следующими стандартами:
– ГОСТ 24642-81 «ОНВ. Допуски формы и расположения поверхностей. Основные термины и определения»;
– ГОСТ 24643-81 «ОНВ. Допуски формы и расположения поверхностей. Числовые значения»;
– ГОСТ 25069-81 «ОНВ. Неуказанные допуски формы и расположения поверхностей»;
– ГОСТ Р50056-93 «ОНВ. Зависимые допуски формы, расположения и координирующих размеров. Основные положения по применению»;
– ГОСТ 25142-82 «ОНВ. Шероховатость поверхности. Термины и определения»;
– ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики».
Правила указания на чертежах допусков формы, расположения и шероховатости поверхности регламентированы ГОСТ 2.308-79 «ЕСКД. Указание на чертежах допусков формы и расположения поверхностей» и ГОСТ 2.309-73 «ЕСКД. Обозначение шероховатости поверхностей».
В курсовой работе выполняют рабочий чертеж детали изделия, служебное назначение которого рассмотрено при выполнении задания по подразделу 2.1. Исходя из служебного назначения изделия в целом и указанной в задании детали в частности, назначают требования к точности геометрических параметров этой детали и проставляют их на выполненном чертеже.
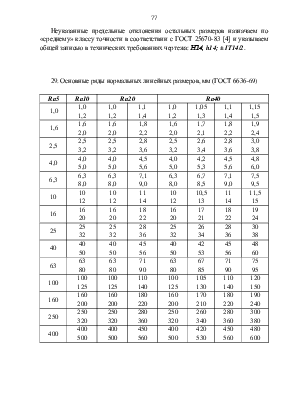
Чертеж детали выполняют в зависимости от сложности конструкции на формате A3 или A4 в соответствии со стандартами ЕСКД. Номинальные размеры детали определяют по чертежу изделия с учетом соответствующего масштаба. Полученные измерением линейкой размеры округляют до стандартных (ГОСТ 6636-69) из рядов нормальных линейных размеров Ra5, Ra10, Ra20 и Ra40(табл. 29), отдавая предпочтение рядам Ra5и Ra10, если это допускает конструкция изделия.
Пример
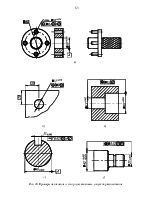
Необходимо выполнить чертеж стакана и назначить требования по точности линейных размеров, расположения, формы и шероховатости его поверхностей.
Стакан (рис. 19) является типовой деталью и служит для размещения двух подшипников качения 0-го класса точности № 304.
– Назначаем требования к точности линейных размеров стакана.
Так как в отверстие стакана устанавливают подшипник качения, то поле допуска отверстия выбирают в соответствии с посадками подшипников. Наружные кольца подшипников установлены по посадке Æ 52Н7/l0, следовательно, поле допуска отверстия по ГОСТ 25347-82 [4] Æ 52Н7(+0,03).
При установке в корпус регулируемого в осевом направлении стакана рекомендуется использовать посадку Н7/js6. Следовательно, поле допуска наружной посадочной поверхности стакана Æ 67js6(±0,0095).
Предельные отклонения диаметров сквозных отверстий под крепеж рекомендуется назначать по Н12 – Н14. В случае обработки отверстий по кондукторам рекомендуется использовать поле допуска Н12. Следовательно, поле допуска Æ 6,4Н12(+0,15).
Неуказанные предельные отклонения остальных размеров назначаем по «среднему» классу точности в соответствии с ГОСТ 25670-83 [4] и указываем общей записью в технических требованиях чертежа: Н14, h14; ± IT14/2.
|
Ra5 |
Ra10 |
Ra20 |
Ra40 |
||||
|
1,0 |
1,0 1,2 |
1,0 1,2 |
1,1 1,4 |
1,0 1,2 |
1,05 1,3 |
1,1 1,4 |
1,15 1,5 |
|
1,6 |
1,6 2,0 |
1,6 2,0 |
1,8 2,2 |
1,6 2,0 |
1,7 2,1 |
1,8 2,2 |
1,9 2,4 |
|
2,5 |
2,5 3,2 |
2,5 3,2 |
2,8 3,6 |
2,5 3,2 |
2,6 3,4 |
2,8 3,6 |
3,0 3,8 |
|
4,0 |
4,0 5,0 |
4,0 5,0 |
4,5 5,6 |
4,0 5,0 |
4,2 5,3 |
4,5 5,6 |
4,8 6,0 |
|
6,3 |
6,3 8,0 |
6,3 8,0 |
7,1 9,0 |
6,3 8,0 |
6,7 8,5 |
7,1 9,0 |
7,5 9,5 |
|
10 |
10 12 |
10 12 |
11 14 |
10 12 |
10,5 13 |
11 14 |
11,5 15 |
|
16 |
16 20 |
16 20 |
18 22 |
16 20 |
17 21 |
18 22 |
19 24 |
|
25 |
25 32 |
25 32 |
28 36 |
25 32 |
26 34 |
28 36 |
30 38 |
|
40 |
40 50 |
40 50 |
45 56 |
40 50 |
42 53 |
45 56 |
48 60 |
|
63 |
63 80 |
63 80 |
71 90 |
63 80 |
67 85 |
71 90 |
75 95 |
|
100 |
100 125 |
100 125 |
110 140 |
100 125 |
105 130 |
110 140 |
120 150 |
|
160 |
160 200 |
160 200 |
180 220 |
160 200 |
170 210 |
180 220 |
190 240 |
|
250 |
250 320 |
250 320 |
280 360 |
250 320 |
260 340 |
280 360 |
300 380 |
|
400 |
400 500 |
400 500 |
450 560 |
400 500 |
420 530 |
450 560 |
480 600 |
|
|||||||
 |
|||||||
– Назначаем требования к точности взаимного расположения поверхностей стакана.
Стакан – деталь сравнительно короткая: отношение длины наружной посадочной поверхности к диаметру меньше 0,8. Поэтому основной установочной базой, определяющей относительное
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.