























Министерство высшего образования Российской Федерации
Ульяновский Государственный Технический Университет
Кафедра “Технология машиностроения”
Дисциплина ”Метрология, стандартизация, сертификация”
Пояснительная записка к курсовой работе
Студент: И.А.
Факультет: машиностроительный
Группа: АТд-31
Консультант:
Ульяновск 2004
Аннотация курсовой работы по дисциплине «Метрология, стандартизация, и сертификация» студента машиностроительного факультета
Пояснительная записка на 29 страниц, в том числе 10 ил. 6 листов чертежей.
Ульяновский Государственный Технический Университет, 2003 г.
В курсовой работе назначены посадки: в соединении внутреннего кольца подшипника и вала посадка &30L0/k6, в соединении наружного кольца подшипника и отверстия в корпусе &72H7/l0, в соединении распорной втулки и вала посадка &30D10/k6. Выше указанные посадки выбраны методом аналогии. Выбранное измерительное средство микрометр рычажный МР-25-50.
Для заданных соединений рассчитана посадка с зазором &75F7/g6, назначены посадки подшипника на вал &45L6/g6 и &100К7/l6 в корпус. Построена схема полей допусков метрической резьбы, имеющей посадку 5Н6Н/4jk и номинальный диаметр &6 мм.
Для шлицевого соединения назначен метод центрирования по наружному диаметру D и посадки, соединение D-10318H11323H7/js633D9/h8.
Для шпоночного соединения назначены посадки шпонки в паз вала 14N9/h9, в паз втулки 14Js9/h9.
Содержание
Введение. 7
1. Расчет и выбор посадок гладких цилиндрических соединений. 8
1.1. Выбор посадки методом аналогии в узле ТОМ 019.1. 8
1.2. Расчет и выбор посадки с зазором. 12
1.3. Расчет посадки подшипника качения. 16
2. Выбор средств измерения и контроля. 19
3. Нормирование точности размеров, формы, расположения, и шероховатости поверхностей. 21
4. Выбор допусков и посадок сложных соединений. 22
4.1. Выбор посадки для шпоночного соединения. 22
4.2. Выбрать метод центрирования и посадки шлицевого соединения. 24
4.3. Построить схему полей допусков резьбы. 27
Список литературы. 29
В машиностроении созданы и освоены новые системы современных эффективных машин для комплексной автоматизации производства, что позволяет выпускать продукцию высокого качества.
Повышение качества продукции является условием роста эффективности производства. Проблема качества изделий охватывает широкий комплекс вопросов. Большое значение для развития машиностроения имеет организация производства машин и других изделий на основе взаимозаменяемости, основным условием обеспечения которой является изготовление изделий с необходимой точностью. В настоящее время использование средств измерения высокой точности и производительностью широко распространено в машиностроении.
В связи с выше изложенным в данной курсовой работе рассматриваются вопросы взаимозаменяемости, стандартизации и нормирования точности различных соединений, а также выбор средств измерения и контроля.
1. Расчет и выбор посадок гладких цилиндрических соединений
1.1. Выбор посадки методом аналогии в узле ТОМ 019.1
1.1.1. Соединение наружного кольца подшипника 19 и отверстия в корпусе 12.
Практикой установлено, что соединение с валом или корпусом колец, вращающихся относительно нагрузки, должно быть осуществлено обязательно с натягом, исключающим проворачивание и обкатывание кольцом сопряженной детали и, как следствие, развальцовку посадочных поверхностей и контактную коррозию.
Посадки неподвижных относительно нагрузки колец назначают более свободными, допускающими наличие небольшого зазора, так как обкатывание кольцами сопряженных деталей в этом случае не происходит. Нерегулярное проворачивание невращающегося кольца полезно, так как при этом изменяется положение его зоны нагружения. Кроме того, такое сопряжение облегчает осевые перемещения колец при монтаже, при регулировании зазоров в подшипниках и при температурных деформациях валов.
Так как подшипник стандартное изделие, то назначаем посадку в системе вала. Исходя их того, что наружное кольцо подшипника испытывает местное нагружение, выбираем посадку с небольшим зазором и натягом с целью обеспечения возможности проворота кольца в процессе работы для равномерного износа:
&72H7/l0
Поле допуска для вала &72l0(-0,013):
dmax=d+es=72+0=72 мм;
dmin=d+ei=72-0,013=71,987 мм;
Td=dmax-dmin=72-72,987=0,013 мм.
Поле допуска для отверстия &72H7(+0.030):
Dmax=D+ES=72+0,03=72,03 мм;
Dmin=D+EI=72-0=72 мм;
TD=Dmax-Dmin=72,03 -72=0,030 мм.
Наибольший натяг Nmax=dmax -Dmin=72-72=0.
Наибольший зазор Smax=Dmax- dmin=72,03 -71,987 =0,043 мм.
Допуск посадки T(S,N)=Smax+Nmax=0,043 +0=0,043 мм.
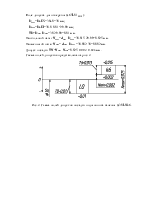
Схема полей допусков представлена на рис. 1.
Рис.1. Схема полей допусков посадки подшипника качения &72H7/l0.
1.1.2. Соединение распорной втулки 20 и вала 7.
Втулка свободно сидит на вале и фиксирует кольца подшипника. Требования к точности центрирования небольшие, поэтому назначаем посадку с зазором в системе вала. Посадка комбинированная.
&30D10/k6.
Поле допуска для вала &30k6![]() :
:
dmax=d+es=30+0,015=30,015 мм;
dmin=d+ei=30+0,002=30,002 мм;
Td=dmax-dmin=30,015-30,002=0,013 мм.
Поле допуска для отверстия &30D10![]() :
:
Dmax=D+ES=30+0,149=30,149 мм;
Dmin=D+EI=30+0,065=30,065 мм;
TD=Dmax-Dmin=30,149 -30,065=0,084 мм.
Определяем предельные зазоры:
Smax=Dmax- dmin=30,149 -30,002 =0,147 мм.
Smin=Dmin- dmax=30,065 -30,015 =0,05 мм.
Допуск посадки TS=Smax-Smin=0,147-0,05=0,097 мм.
Схема полей допусков представлена на рис. 3.
Рис.3. Схема полей допусков посадки &30D10/k6.
1.1.3. Соединение внутреннего кольца подшипника 19 и вала 7.
Так как подшипник стандартное изделие, то назначаем посадку в системе отверстия. Исходя их того, что внутреннее кольцо подшипника испытывает циркуляционное нагружение, выбираем более плотную посадку с целью обеспечения невозможности проворота кольца под действием нагрузки:
&30L0/k6
Поле допуска для вала &65k6![]() :
:
dmax=d+es=30+0.015=30.015 мм;
dmin=d+ei=30+0.002=30.002 мм;
Td=dmax-dmin=30.015-30.002=0.013 мм.
Поле допуска для отверстия &65L0(-0.010):
Dmax=D+ES=30+0=30 мм;
Dmin=D+EI=30.0-0.01=29.99 мм;
TD=Dmax-Dmin=30-29.99=0.01 мм.
Наибольший натяг Nmax=dmax -Dmin=30.015-29.99=0.025 мм.
Наименьший натяг Nmin= dmin -Dmax =30.002-30=0.002 мм.
Допуск посадки TN=Nmax-Nmin=0.025-0.002=0.023 мм.
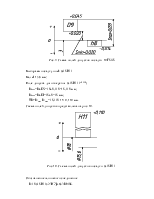
Схема полей допусков представлена на рис. 2.
Рис.2. Схема полей допусков посадки подшипника качения &30L0/k6.
1.2. Расчет и выбор посадки с зазором.
Исходные данные:
Размеры цапфы: d, мм - 75;
l,мм - 20.
Шероховатость:
наружной поверхности цапфы Rzц., мм – 1.2;
внутренней поверхности втулки RZв., мкм – 2.0.
Нагрузка R, кН - 40.
Частота вращения цапфы n, об/мин - 1500.
Материал цапфы – Сталь 40, вкладыша – АЧВ – 1;
Интервал температур – 80 – 95°,
В качестве смазки используется масло индустриальное М – 12.
Определяем величину среднего давления
![]()
Угловая скорость цапфы равна
![]()
Определим по [2, табл. 1] коэффициенты m1 и m2
При отношении ![]() m1=0,880 и m2=0,880.
m1=0,880 и m2=0,880.
Для большей температуры работы t1=95° находим динамическую вязкость масла ![]() .[2, рис.4]
.[2, рис.4]
Оптимальное значение зазора

Принимая kж.т. = 2, Δд = 2 мкм определим толщину масляного слоя, при которой
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.