




















Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Новосибирский Государственный Технический Университет
Кафедра экономики предприятий
Курсовая работа
Факультет: МТФ
Группа: ТА-602
Выполнил:
Вариант: 17
Проверил:
Новосибирск, 2010
ЗАДАНИЕ
Цель курсовой работы:
· Привить навыки самостоятельных технико-экономических расчетов при организации нового производства;
· Закрепить знания по пройденным дисциплинам экономико-организационного цикла;
· Научить новому подходу к ценообразованию продукции, основанном на анализе безубыточности производства.
Курсовая работа выполняется по теме: «Организация нового производства (технико-экономическое обоснование)». На базе данных, соответствующих выбранному варианту, студент должен:
1) Определить величину капитальных (единовременных) затрат на создание фирмы;
2) Рассчитать показатели производственной программы;
3) Рассчитать потребности в оборудовании и площадях;
4) Просчитать численность персонала фирмы и организацию оплаты труда;
5) Рассчитать результаты предпринимательской деятельности.
В заключении к курсовой работе студент должен сделать выводы о целесообразности организации нового производства на базе завода.
ИСХОДНЫЕ ДАННЫЕ
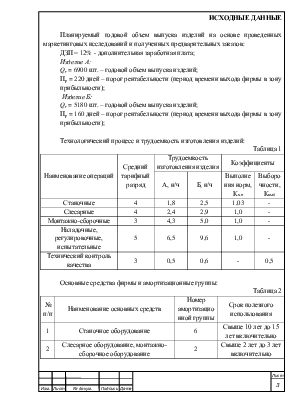
Планируемый годовой объем выпуска изделий на основе проведенных маркетинговых исследований и полученных предварительных заказов:
ДЗП = 12% - дополнительная заработная плата;
Изделие А:
Qг = 6900 шт. – годовой объем выпуска изделий;
Пр = 220 дней – порог рентабельности (период времени выхода фирмы в зону прибыльности);
Изделие Б:
Qг = 5180 шт. – годовой объем выпуска изделий;
Пр = 160 дней – порог рентабельности (период времени выхода фирмы в зону прибыльности);
Технологический процесс и трудоемкость изготовления изделий:
Таблица 1
|
Наименование операций |
Средний тарифный разряд |
Трудоемкость изготовления изделия |
Коэффициенты |
||
|
А, н/ч |
Б, н/ч |
Выполнения норм, Кв.н |
Выборочности, Квыб |
||
|
Станочные |
4 |
1,8 |
2,5 |
1,03 |
- |
|
Слесарные |
4 |
2,4 |
2,9 |
1,0 |
- |
|
Монтажно-сборочные |
3 |
4,3 |
5,0 |
1,0 |
- |
|
Наладочные, регулировочные, испытательные |
5 |
6,5 |
9,6 |
1,0 |
- |
|
Технический контроль качества |
3 |
0,5 |
0,6 |
- |
0,5 |
Основные средства фирмы и амортизационные группы:
Таблица 2
|
№ п/п |
Наименование основных средств |
Номер амортизационной группы |
Срок полезного использования |
|
1 |
Станочное оборудование |
6 |
Свыше 10 лет до 15 лет включительно |
|
2 |
Слесарное оборудование, монтажно-сборочное оборудование |
2 |
Свыше 2 лет до 3 лет включительно |
|
3 |
Наладочное, регулировочное, испытательное оборудование, оборудование для контроля технологических процессов |
5 |
Свыше 7 лет до 10 лет включительно |
|
4 |
Транспортные средства, электронно-вычислительная техника |
3 |
Свыше 3 лет до 5 лет включительно |
|
5 |
Производственный и хозяйственный инвентарь |
4 |
Свыше 5 лет до 7 лет включительно |
|
6 |
Здание |
7 |
Свыше 15 лет до 20 лет включительно |
Метод начисления амортизации – линейный.
Расход материалов и комплектующих деталей:
Изделие А:
М1 = 4,3 кг;
Д1 = 7 шт.;
Д2 = 9 шт.;
Д3 = 16 шт.;
Изделие Б:
М2 = 8,5 кг;
М3 = 7,4 кг;
Д2 = 8 шт.;
Д3 = 16 шт.
Цены на используемые материалы и комплектующие детали с учетом налога на добавленную стоимость (НДС):
М1 – 36 р./кг;
М2 – 17 р./кг;
М3 – 10 р./кг;
Д1 – 10 р./кг;
Д2 – 15 р./кг;
Д3 – 9 р./кг;
Дополнительные данные:
· Начало деятельности предприятия – с 1 января текущего года;
· Режим работы двухсменный; условия труда нормальные;
· Ставка налога на добавленную стоимость (НДС); МРОТ, ставка ЕСН;
· Ставка налога на прибыль принимается согласно действующего законодательства на момент расчета.
РАСЧЕТЫ
1. Расчет численности персонала фирмы и организация оплаты труда.
1.1. Расчет численности персонала фирмы.
Численность персонала фирмы определяется по следующим категориям:
· Рабочие, в том числе:
а) основные рабочие, б) вспомогательные рабочие;
· Управленческий персонал;
· Специалисты;
· Служащие;
· Младший обслуживающий персонал (МОП).
Необходимое число основных рабочих по каждой профессии определяется по формуле:
![]()
где n = 2 – номенклатура выпускаемых изделий; Qj – годовой объем выпуска j-го изделия, шт.; tij – трудоемкость изготовления j-го изделия, по i-й операции, н/ч; Кв.н– планируемый коэффициент выполнения норм рабочим i-й профессии; Фп – полезный фонд времени работы одного рабочего за год, ч.
Таблица 3
|
№ п/п |
Состав фонда времени |
Ед. изм. |
Количество |
Процент |
|
1 |
Календарный фонд |
Дни |
365 |
|
|
2 |
Выходные и праздничные дни |
Дни |
112 |
|
|
3 |
Номинальный фонд времени |
Дни |
253 |
100 |
|
4 4.1 4.2 4.3 4.4 4.5 |
Целодневные невыходы на работу, в том числе: Отпуска основные и дополнительные Учебные отпуска Отпуска по беременности и родам Выполнение государственных обязанностей болезни |
Дни |
25,806 15,18 1,518 1,518 1,012 6,578 |
10,2 6,0 0,6 0,6 0,4 2,6 |
|
5 |
Явочное время (гр.3- гр.4) |
Дни |
227,194 |
|
|
6 |
Средняя продолжительность рабочего дня |
Час |
8,0 |
|
|
7 |
Полезный фонд времени (гр.5 х гр.6) |
Час |
1817,552 |
![]()
![]()
![]()
![]()
Численность контролеров рассчитывается по формуле:
![]()
где tj – трудоемкость выполнения контрольных операций, н/ч; Квыб – коэффициент выборочности контроля качества продукции.
Округляем полученные значения в большую сторону:
Чосн1 = 12, Чосн2 = 16, Чосн3 = 27, Чосн4 = 46, Чк = 2.
Общее число основных рабочих:
Чосн = Чосн1 + Чосн2 + Чосн3 + Чосн4 + Чк = 12 + 16 + 27 + 46 + 2 = 103.
Таблица 4
|
№ п/п |
Перечень специальностей и должностей вспомогательных рабочих |
Приходится на одного основного рабочего |
Число |
Разряд |
|
1 |
Наладчик оборудования |
0,03 |
4 |
5 |
|
2 |
Техническое обслуживание подъемно-транспортного оборудования |
0,01 |
2 |
4 |
|
3 |
Слесари по ремонту инструмента и приспособлений |
0,015 |
2 |
5 |
|
4 |
Водитель транспортных средств |
0,02 |
3 |
4 |
|
5 |
Разнорабочие (занятые на складских и транспортных работах) |
0,02 |
3 |
3 |
|
6 |
Кладовщики-раздаточники инструмента |
0,014 |
2 |
3 |
|
7 |
Кладовщики складирования готовой продукции |
0,012 |
2 |
3 |
Общее число рабочих:
Чраб = Чосн + Чвсп = 103 + 18 = 121.
Число специалистов принимается в размере 7% от численности рабочих:
Чсп = Чраб · 0,07 = 121 · 0,07 = 8,47 => 9.
Численность служащих 4% от общей численности рабочих и специалистов:
Чсл = (Чраб + Чсп) · 0,04 = (121 + 9) · 0,04 = 5,2 => 6.
Численность МОП 6% от общей численности рабочих и специалистов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.