Лабораторная работа №12
«Выбор оборудования в САПР ТП»
Цель работы: сформировать умение работы с программой, осуществляющей выбор оборудования в САПР ТП, составить алгоритм программы.
Оборудование: Персональный компьютер.
Программные средства: программа САПР ТП «Мехобработка».
Результат выполнения работы:
Пункт меню «ПРОЕКТИРОВАHИЕ»:
- проектирование МК по операциям – проектирование МК по операциям (всего техпроцесса или одной операции) для выбранной детали;
- проектирование операционной карты – проектирование операционной карты всего техпроцесса или одной операции для выбранной детали;
- просмотр маршрута – просмотр маршрута обработки выбранной детали;
- построение эскиза – построение эскиза детали при помощи графического редактора.
Пункт меню «НОРМИРОВАНИЕ»:
- расчет режимов резания и То – выбор из справочников нормирования начальных значений для дальнейшего расчета режимов резания и основного времени для всего процесса или одной операции;
- Расчет Тв, Тпз, Тшт времени – выбор стандартных значений чисел оборотов и подач, расчет Тв, Тпз и Тшт времени для всего процесса или одной операции;
- Нормирование контрольной операции – расчет режимов резания, Тв, Тпз, Тшт и То времени на контрольной операции.
Последовательность действий по выбору оборудования:
Для того чтобы выбрать оборудование необходимо воспользоваться пунктом меню Проектирование – Проектирование МК (всего ТП, одной операции). Если ТП не сформирован, появляется окно, в котором необходимо указать операции, которые будут входить в ТП. Сначала указывается номер, номер участка. Затем происходит уточнение операции и непосредственно выбор оборудования и вводится инвентарный номер. Затем выводиться окно, в котором отображаются сформированные результаты, которые можно отредактировать (разряд; степень механизации; масса заготовки; масса детали; количество деталей из заготовки; размер заготовки; количество одновременно обрабатываемых деталей). Выбирается смазывающая – охлаждающая жидкость.
Последовательность действий при нормировании техпроцесса:
Нормирование ТП начинается с расчета режимов резанья (всего ТП, одной операции). Выбирается размер державки и главный угол в плане. После чего выводятся рассчитанные данные: длина рабочего хода, число проходов, продольная подача на оборот, число оборотов шпинделя. Затем выводится окно со всеми рассчитанными режимами резанья.
После того, как рассчитаны все режимы резанья, переходим к расчету Тв, Тпз, Тшт времени. Сначала необходимо выбрать то время, которое необходимо рассчитать (вспомогательное время на установ - снятие детали; вспомогательное время, связанное с переходами; время на обслуживание рабочего места; подготовительно – заключительное время на партию детали, время на контрольные измерения). Затем во что будет установлена деталь и приспособление. Вводится длина измеряемой поверхности. И получаем результаты: 1. время на контрольные измерения; 2. вспомогательное время; 3. сумма основного времени по переходам, вспомогательное время на установ – снятие детали, сумма вспомогательного времени по переходам, время на обслуживание рабочего места, полное вспомогательное время на операцию, подготовительно – заключительное время.
Затем выполняем нормирование контрольной операции. Сначала необходимо выбрать, как будет осуществляться установка и снятие детали: вручную или подъемом. Затем указывается сложность детали. И получаем результат: время на контрольную операцию, коэффициент выборочного контроля, программа выпуска деталей в сутки, трудоемкость контроля на каждой операции.
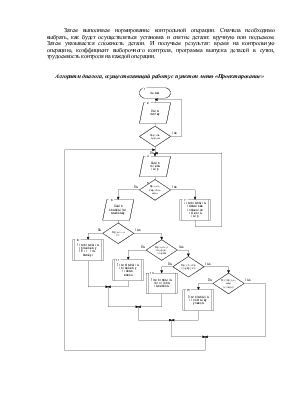
Алгоритм диалога, осуществляющий работу с пунктом меню «Проектирование»
Алгоритм диалога, осуществляющий работу с пунктом меню «Нормирование»
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.