Подготовка инструмента заключается в его вскрытии, то есть обнажении режущей части. Помимо этого, необходимо сделать поверхность инструмента плоской для того, чтобы вся поверхность каждого алмазного элемента участвовала в обработке. Контроль плоскостности определяется с помощью лекальной линейки при хорошем освещении. Сам процесс выравнивания и вскрытия осуществляется на притирочной плите с помощью свободного абразива. Вскрыть инструмент можно на абразивном круге.

Рисунок 2.5- Абразивные круги для вскрытия алмазного инструмента
Вскрывать инструмент необходимо только теми кругами или абразивами, зернистость которых меньше или равна зернистости инструмента.
Если необходимо сделать шлифовальник, то алмазные элементы закрепляют на предварительно подготовленную обезжиренную, чистую и сухую планшайбу с помощью двухкомпонентного эпоксидного клея. Время высыхания клея при комнатной температуре – 12 часов. Между алмазными элементами необходимо оставлять небольшой зазор для облегчения циркуляции СОЖ во время обработки.
040
Измерение толщины заготовки происходит на часовом индикаторе модели 05101. Конструкция этого прибора позволяет осуществлять передвижение индикатора в горизонтальной и вертикальной плоскости, что облегчает настройку прибора на любую по толщине заготовку в любой точке ее поверхности. Измерение толщины заготовки производят в 5 точках (2 пары диаметрально противоположных точек по краю заготовки и одна точка в центре заготовки). Заготовку укладывают на измерительный столик и снимают отсчет с индикатора. Значения толщины заготовки до обработки обозначают h1, мкм. Перед снятием отсчета нужно определить цену деления индикатора, так как она может быть разной для индикаторов разного типа. В данной работе использовался индикатор с ценой деления 1 и 2 мкм. В начале эксперимента индикатор лучше выставлять на максимально возможное значение, чтобы по мере съема заготовки стрелка не падала сразу до нулевого значения. В то же время стрелка не должна переходить максимальное значение.
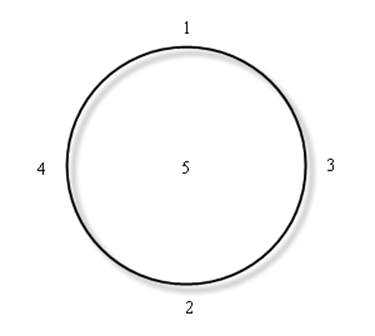

Рисунок 2.6 – Индикатор часового типа 05101 и расположение точек отсчета на заготовке
050
Обрабатываемая заготовка 2 укладывается в ограничитель 1, который находится на верхней плоскости планшайбы 3.
 Между
заготовкой и ограничителем не должно быть большого зазора, так как это может
привести к скольжению заготовки внутри ограничителя. Заготовка в этом случае
перестает вращаться вместе со шпинделем. Таким образом, происходит нарушение
схемы обработки свободной притиркой. На заготовке появляются сильновыраженные
следы однонаправленной обработки.
Между
заготовкой и ограничителем не должно быть большого зазора, так как это может
привести к скольжению заготовки внутри ограничителя. Заготовка в этом случае
перестает вращаться вместе со шпинделем. Таким образом, происходит нарушение
схемы обработки свободной притиркой. На заготовке появляются сильновыраженные
следы однонаправленной обработки.
Рисунок 2.7 – Установка заготовки в оснастку шпинделя станка
060
Для того чтобы начать обработку необходимо включить подачу смазочно-охлаждающей жидкости, прижать плотно шлифовальник к заготовке и, не отпуская поводка, включить вращение шпинделя и прижим поводка, повернув ручку (переключатель для пуска двигателя) в положение 3 (рисунок 2.8).
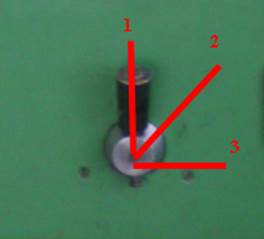
Рисунок 2.8- Ручка включения вращения шпинделя
1-положение “стоп”;
2-положение “вращение”;
3-положение “вращение +прижим”;
Время обработки отсчитывают по таймеру в течение выбранного интервала ∆t.
070
Остановка обработки осуществляется следующим образом:
За несколько секунд до завершения цикла шлифования ∆t, придерживая поводок, ручку включения вращения шпинделя нужно перевести в положение 1 и удерживать поводок до полной остановки шпинделя. Затем выключаем подачу СОЖ.
080
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.