2.2 Инструмент и оснастка
В качестве инструмента в работе применялся связанный алмазный инструмент. Конструкция инструмента является следующей:
Алюминиевая планшайба 1 диаметром 65 мм, на поверхности которой с помощью двухкомпонентного эпоксидного клея наклеены абразивные таблетки 2 диаметром 16 мм и высотой 7 мм в количестве 9 штук (рисунок 1.18).
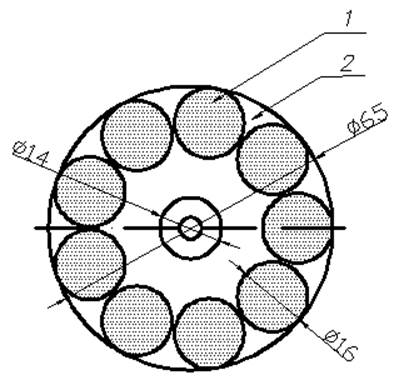
Рисунок 2.3 – Конструкция инструмента
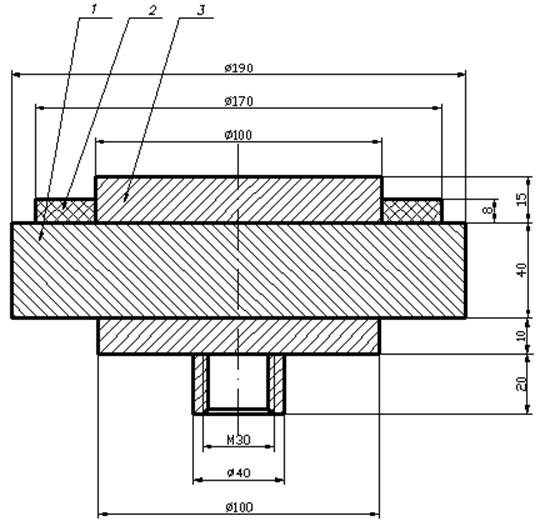
Рисунок 2.4 – Конструкция оснастки для закрепления заготовки
Оснастка представляет собой алюминиевую планшайбу 1 с текстолитовым ограничителем 2, в который укладывается заготовка 3.
2.3 Методика проведения исследования
Методика проведения исследования состоит из следующих операций:
![]()
![]() 010 Включение и настройка
станка
010 Включение и настройка
станка
![]()
![]()
![]() 020
Подготовка СОЖ
020
Подготовка СОЖ
![]()
![]() 030 Подготовка
инструмента и измерение его толщины на часовом индикаторе
030 Подготовка
инструмента и измерение его толщины на часовом индикаторе
![]()
![]() 040 Измерение толщины
обрабатываемой заготовки на индикаторе часового типа
040 Измерение толщины
обрабатываемой заготовки на индикаторе часового типа
![]()
 050 Установка заготовки в
оснастку шпинделя станка
050 Установка заготовки в
оснастку шпинделя станка
060 Обработка (шлифование, полирование)
заготовки в течение выбранного интерва![]() ла времени ∆t
ла времени ∆t
![]() 070
Остановка обработки
070
Остановка обработки
![]()
![]()
![]() 080
Снятие инструмента и заготовки
080
Снятие инструмента и заготовки
![]()
![]() 090 Контроль толщины
инструмента и заготовки на часовом индикаторе
090 Контроль толщины
инструмента и заготовки на часовом индикаторе
![]()
![]() 100 Расчет скорости съема
материала заготовки
100 Расчет скорости съема
материала заготовки
![]()
 110 Расчет относительной
износостойкости инструмента
110 Расчет относительной
износостойкости инструмента
![]() 120
Измерение шероховатости поверхности заготовки Ra
(мкм) при помощи профилометра ТR200
120
Измерение шероховатости поверхности заготовки Ra
(мкм) при помощи профилометра ТR200
![]() 130
Повтор операций 040-120
130
Повтор операций 040-120
010:
Включение станка осуществляется тумблером 3, затем первой кнопкой на панели 11.
Настройка станка заключается в регулировке размаха качания верхнего звена с помощью винтового механизма. Правильно отрегулированный размах позволяет обрабатывать всю площадь поверхности заготовки. Чрезмерно установленный размах может привести к поломке алмазного инструмента, поскольку инструмент может зацепиться за край заготовки или выпасть из зоны обработки. Регулировка размаха осуществляется постепенно от малых значений к большим значениям. Критерием правильной установки размаха является небольшой выход инструмента за край заготовки в процессе обработки. Центр заготовки должен также подвергаться контакту с алмазным инструментом.
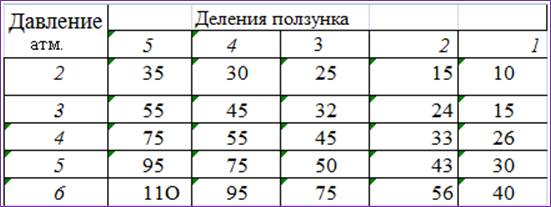
Кроме регулировки размаха, необходимо выставить нужное давление с помощью регулятора давления 1 (атм.) и лимба дополнительной регулировки 9 (рисунок 2.2). Поворотом лимба меняется положение ползунка на верхнем рычаге. Определенному смещению ползунка соответствует значение шкалы лимба, выставленное напротив неподвижного индекса. Выбранное положение лимба закрепляется с помощью фиксатора. Усилие верхнего звена Р (кг) определяется по таблице.
Таблица 2.2 – Усилие на поводке Р, кг
Удельное давление Руд, кг/см2 инструмента на заготовку рассчитывается по формуле:
Руд=Р/S, (2.1)
где S,(см2)-площадь соприкосновения алмазного инструмента и заготовки;
Р,(кг)-усилие на поводке;
Скорость обработки определяется положением ремня на двигателе, включением двигателя по разным электрическим схемам (поворот переключателя в определенную сторону).
020
СОЖ представляет собой концентрат, который растворяют в холодной чистой воде в соотношении: одна часть СОЖ на сто частей воды. Данный раствор необходимо периодически менять.
030
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.