Сервомотор на переменном токе в узле привода облегчает протекание процесса холодного переноса благодаря быстрым изменениям скорости подачи проволоки. Движение проволоки можно менять на прямо противоположное с частотой до 70 Гц. Величина ускорения при подачи проволоки в процессе холодного переноса в 130 раз выше по сравнению с традиционными процессами! Более того, устройство Synchropuls можно применять на более высоких частотах, причем чешуйки сварного шва получаются достаточно мелкими даже при высоких скоростях сварки. Устройство зажигания без разбрызгивания SFI работает примерно в два раза быстрее при процессе холодного переноса, что позволяет сократить время цикла.
Буфер проволоки разъединяет мотор блока подачи проволоки от мотора привода и имеет определенный объем для хранения проволоки в буфере, что позволяет проводить аккуратную подачу проволоки. Безредукторный сервомотор на переменном токе в узле привода гарантирует динамичную подачу проволоки; обычный мотор в блоке подачи проволоки подает проволоку нужной длины. Система оснащена управляющей шиной для обеспечения помехоустойчивости.
В заключительной части статьи представлены области применения процесса холодного переноса, из которых выделяют три основных: дуговая пайка в среде инертного газа без разбрызгивания, технические задачи соединения тонких листов и соединение стали и алюминия. Процесс может протекать при использовании всех известных традиционных основных металлов и сварочной проволоки.
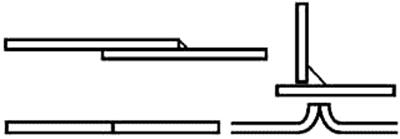
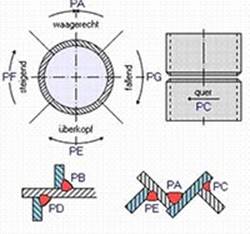
Основные типы выполняемых сварных швов – внахлест, стыковые, сварные швы, выполненные по отбортовке, и угловые. Сварка возможна в различных положениях.
Область Применения – Пайка
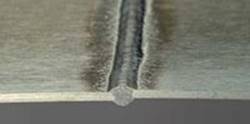
Слайд показывает выполнение углового или шва внахлест между листами оцинкованной (электролитическим или методом горячего погружения) стали.

Два значительных отличия пайки с использованием процесса холодного переноса от традиционной дуговой пайки в среде защитного газа: возможно получение сварного шва без разбрызгивания (хотя, стоит упомянуть, что при значительных углах горения дуги возможно образование отдельных брызг, вызванных расплёскиванием сварочной ванны), а паяный шов получается более аккуратной формы.
Область Применения – Сварка Тонких Листов
 В качестве примера представлен стыковой
шов, полученный при сварке двух листов алюминия толщиной 0,8
мм. Такой шов выполнен без подкладки, результатом чего является сокращение
времени сварки и издержек сварочных работ. Корень надежно проплавляется, без непроваров
и с качественным проходом. Для решения таких задач обычно используется скорость
сварки 1,50 м/мин.
В качестве примера представлен стыковой
шов, полученный при сварке двух листов алюминия толщиной 0,8
мм. Такой шов выполнен без подкладки, результатом чего является сокращение
времени сварки и издержек сварочных работ. Корень надежно проплавляется, без непроваров
и с качественным проходом. Для решения таких задач обычно используется скорость
сварки 1,50 м/мин.
Область Применения – Соединение Толстых и Тонких Листов
 В дополнение к пайке двух
тонких листов, возможно соединение толстого и тонкого листа. В данном примере
толщины листов различаются примерно в 6 раз! Как видно, на толстолистовой стали
образовался общий поперечный профиль очень большого размера, с качественным
швом на тонколистовой стали.
В дополнение к пайке двух
тонких листов, возможно соединение толстого и тонкого листа. В данном примере
толщины листов различаются примерно в 6 раз! Как видно, на толстолистовой стали
образовался общий поперечный профиль очень большого размера, с качественным
швом на тонколистовой стали.
Область Применения – Сварное Соединение Сталь-Алюминий
В термическом соединении стали с алюминием возникает проблема появления участков крайне охрупченной интерметаллической фазы (интерметаллида железа и алюминия). Для того, чтобы получить качественный шов, необходимо поддерживать толщину этой интерметаллической фазы на очень низком уровне, что возможно при процессе холодного переноса. Принцип соединения стали с алюминием состоит в том, что шов выполняется на алюминии, в то время как основной металл стали смачивается расплавом и подвергается пайке. Суть вопроса состоит в том, что лист стали должен быть оцинкован.
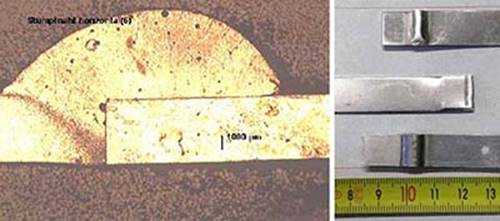
Измерения прочности на растяжение образцов соединений сталь-алюминий показали, что показатели прочности примерно лежат в интервале прочности соединений алюминий-алюминий, т.е. можно констатировать получение качественных образцов.
При испытаниях на растяжение, излом находится в зоне тепловложения алюминия или даже в алюминии- основном металле, что подтверждает возможность использования данного соединения.


Соединение деталей из алюминиевого литья с оцинкованными корпусами легковых автомобилей ведущих европейских фирм – достойная область применения СМТ процесса, которая позволила уменьшить их вес и увеличить коррозионную стойкость и прочность.


Область Применения Процесса Холодного Переноса Металла
Существует также множество других областей применения вышеупомянутых примеров Мы убеждены в том, что с течением времени область применения расширится.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.