В сентябре 2004 г. В австрийском городке Вельсе, где находятся заводы фирмы Фрониус, на территории её технологического центра состоялась презентация новых технологических разработок, в том числе процесс СМТ сварки. В этой статье сделана попытка популярно рассказать о сущности этого процесса и области его применения.
Процесс холодного переноса металла развивался в трех направлениях. Первое направление, которое разрабатывалось в компании Фрониус с 1991 года – соединение стали с алюминием. Второе направление было начато в 1997 году, с момента разработки компанией Фрониус метода зажигания дуги без разбрызгивания, что послужило основой для разработки процесса холодного переноса металла. Наконец, в 1999 году по запросу заказчика в компании Фрониус была проведена микросварка на подложках ламп, что явилось зарождением третьего направления процесса холодного переноса металла.
Наконец, в 2002 году были начаты работы в рамках проекта разработки процесса холодного переноса металла. Целью проекта являлась разработка сварочной системы до стадии промышленного производства. Подача заявки на патент с целью защиты прав на промышленную собственность также явилась важным этапом выполнения проекта.
В ходе выполнения проекта по разработке процесса холодного переноса металла были внедрено множество инноваций, одним из самых значительных из которых явился привод- редуктор. В конструкции традиционного привода статор мотора интегрирован в кожух мотора, который, в свою очередь встроен в корпус горелки. В новой конструкции привода корпус горелки является одновременно кожухом мотора, что значительно уменьшает размер и вес, а также улучшает теплоотдачу.
Аббревиатура ХПМ (СМТ) - холодный перенос металла, сварка погруженной дугой/ dip arc process. Абсолютная новизна – метод отделения капли, при котором, помимо других особенностей, перенос металла относительно «холодный» по сравнению с обычными процессами. При обычной сварке погруженной дугой, отделение капли инициируется только током, т.е. относительно высокий ток необходим для гарантированного отделения капли.
Революционная инновация данного процесса – не только передняя подача проволоки (в направлении сварочной ванны), но и обратное движение, т.е., проволока подается вперед и втягивается обратно.
 Три исключительных преимущества процесса холодного
переноса металла по сравнению с традиционными процессами дуговой сварки. Данные
отличия заключаются в следующем: впервые использован контроль движения
проволоки напрямую в процессе. При использовании холодного переноса металла,
движение проволоки влияет на процесс сварки. В свою очередь, сам процесс сварки
является контролируемым параметром для движения проволоки, т.е. присутствует
контур регулирования который направляет движение проволоки. С другой стороны,
при традиционной дуговой сварке, движение проволоки является постоянной
величиной и не интегрировано в систему контроля.
Три исключительных преимущества процесса холодного
переноса металла по сравнению с традиционными процессами дуговой сварки. Данные
отличия заключаются в следующем: впервые использован контроль движения
проволоки напрямую в процессе. При использовании холодного переноса металла,
движение проволоки влияет на процесс сварки. В свою очередь, сам процесс сварки
является контролируемым параметром для движения проволоки, т.е. присутствует
контур регулирования который направляет движение проволоки. С другой стороны,
при традиционной дуговой сварке, движение проволоки является постоянной
величиной и не интегрировано в систему контроля.
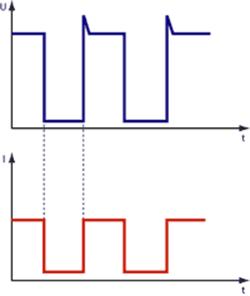
Второе исключительное отличие процесса холодного переноса металла по сравнению с традиционными процессами дуговой сварки заключается в том, что перенос металла происходит при почти нулевом токе. При обычной сварке погруженной дугой, ток значительно повышается в фазе короткого замыкания /short-circuit phase. , а в процессе холодного переноса металла в этой фазе ток остается низким.
Несмотря на очень низкий ток в фазе короткого замыкания. , тем не менее, отделение капли все равно возможно, так как ему способствует обратное движение проволоки, что можно объяснить поверхностным натяжением жидкого металла.


Разительные отличия процесса холодного переноса металла приводят к появлению практически нового процесса. Становится возможным выполнение сварных и паяных швов практически без разбрызгивания, что позволяет избежать последующей дорогостоящей и затратной по времени механической обработки. Необходимо отметить, что при больших углах дрожания пламени горелки возможно образование изолированных частиц разбрызгивания, которые влияют на перемещение сварочной ванны.
Процесс холодного переноса металла демонстрирует явные преимущества касательно зажигания дуги. Процесс холодного переноса металла используется вместо традиционного процесса дуговой сварки если нужно примерно наполовину сократить время между первым контактом проволоки с поверхностью металла и стабильным горением дуги. С одной стороны, данный процесс позволяет сократить цикл, с другой, добиться быстрого расплавления основного металла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.