* ГОСТом не оговорено
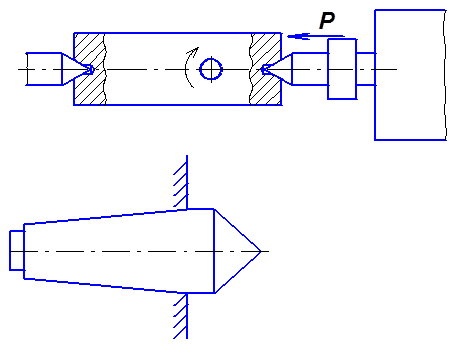
Рисунок 24 Базирование в центрах
При анализе реальной схемы базирования должны применяться все классификационные признаки базы.
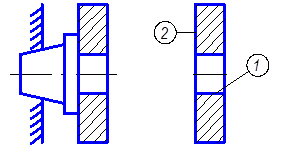
Рисунок 25 Базирование на оправке
Пов. 1 – технологическая ТДОБ явная.
Пов. 2 – ТУБ явная.
2. Условные обозначения баз в технологической документации.
Рассмотрим ниже.
3. Типовые схемы базирования различных заготовок.
Базирование заготовок типа корпусных деталей.
При базировании заготовок такого класса в качестве баз в большинстве случаев используются плоскости, а также сочетание плоскости и отверстий.
При базировании по плоскостям рекомендуется следующее расположение опорных точек.
На плоскости имеющей наибольшую площадь располагаются 3 опорные точки и наз. установочной базой.
На плоскости, имеющей большие протяженности, располагаются 2 опорные точки с наибольшим удалением. Такая база наз. направляющая.
Шестая опорная точка располагается на любой опорной поверхности выбранной для базирования.
Заготовка лишенная всех степеней свободы наз. полностью сбазированной.
Если заготовка лишена меньшего числа степеней свободы, то это наз. неполное или частичное базирование.
Как правило, на производстве необходимости полного базирования нет.
Минимальное количество степеней свободы, которых
можно лишить
заготовку –3.
Рисунок 26 Базирование на плоскости
Схема базирования типа корпусной детали.
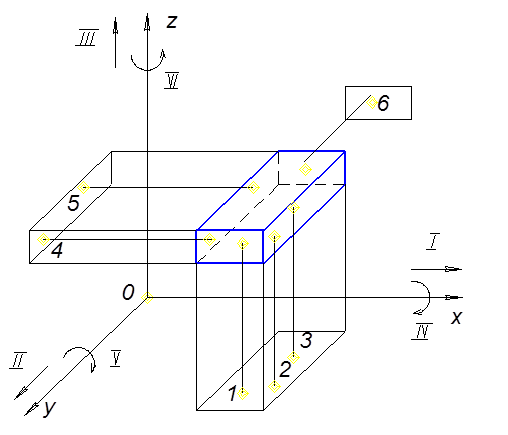
Рисунок 27 Схема базирования корпусной детали
Составим таблицу соответствий.
Таблица 2 Матрица соответствий
|
№ точки |
Степени свободы |
|
|
1, 2, 3 |
III, IV, V |
УБ |
|
4, 5 |
I, VI |
НБ |
|
6 |
II |
ОБ |
Таблица 3 Матрица связей
|
X |
Y |
Z |
||
|
L |
1 |
0 |
0 |
НБ |
|
a |
1 |
1 |
0 |
|
|
L |
0 |
0 |
1 |
УБ |
|
a |
0 |
0 |
1 |
|
|
L |
0 |
1 |
0 |
ОБ |
|
a |
0 |
0 |
0 |
Схема базирования длинных цилиндрических заготовок.
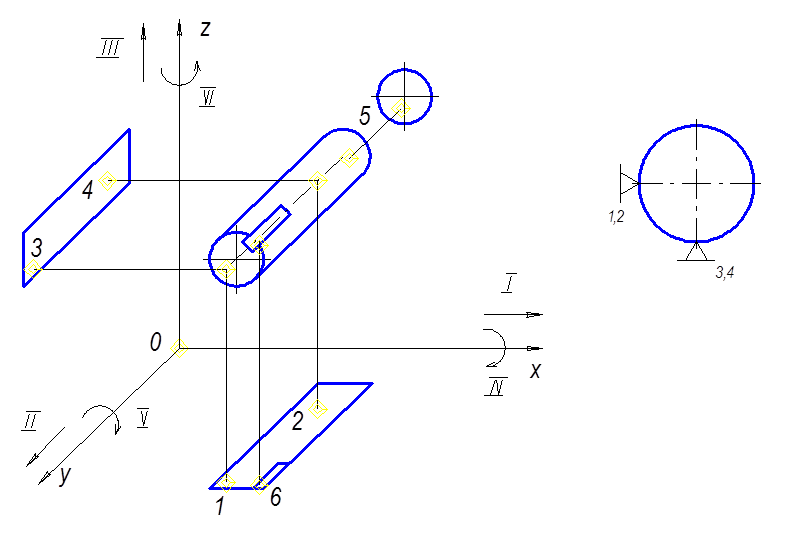
Рисунок 28 Схема базирования цилиндра
Для базирования заготовок такого класса в качестве баз могут использоваться цилиндрические поверхности, торцевые плоскости и радиальные элементы (шпоночные пазы, шлицы и др.).
Учитывая протяженность цилиндрической поверхности i/d > 1, на ней можно разместить 4 опорные точки, расположенные на образующей под некоторым углом друг от друга.
Таблица 4 Матрица соответствий
|
№ точки |
Степени свободы |
|
1, 2, 3, 4 |
I, III, IV, VI |
|
5 |
II |
|
6 |
V |
Таблица 5 Матрица связей
|
X |
Y |
Z |
||
|
L |
1 |
0 |
1 |
ДНБ |
|
a |
1 |
0 |
0 |
|
|
L |
0 |
1 |
0 |
ОБ |
|
a |
0 |
0 |
0 |
|
|
L |
0 |
0 |
0 |
ОБ |
|
a |
0 |
1 |
0 |
Базирование коротких цилиндрических заготовок.
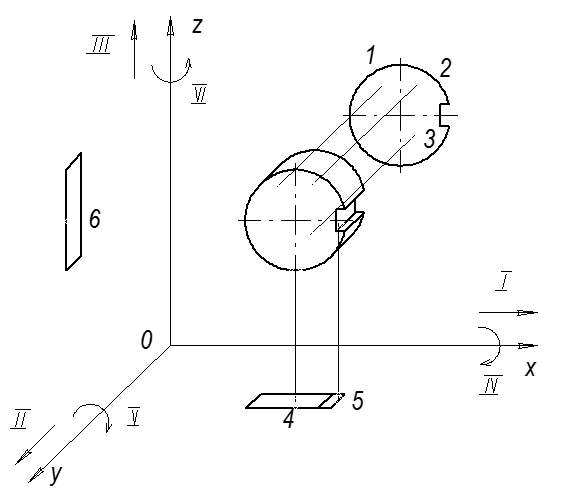
Рисунок 29 Базиорование короткого цилинлра
Для базирования заготовки такого класса используются торцы, радиальные элементы, цилиндрические поверхности.
Однако малая длина поверхности не позволяет разместить на ней 4 опорные точки, поэтому 3 опорные точки располагают на одной из торцевых поверхностей.
Таблица 6 Матрица соответствий
|
№ точки |
Степени свободы |
|
1, 2, 3 |
II, IV, VI |
|
4, 5 |
I, III |
|
6 |
V |
На цилиндрической поверхности возможно расположение 2 опорных точек под углом.
Рисунок 30 Базирование короткого вала
Таблица 7 Матрица связей
|
X |
Y |
Z |
||
|
L |
0 |
1 |
0 |
УБ |
|
a |
1 |
0 |
1 |
|
|
L |
1 |
0 |
1 |
ДОБ |
|
a |
0 |
0 |
0 |
|
|
L |
0 |
0 |
0 |
ОБ |
|
a |
0 |
1 |
0 |
Типовые схемы базирования корпусных заготовок при обработке
Корпусные заготовки могут базироваться с использованием плоскостей, а также комбинаций плоскостей и отверстий.
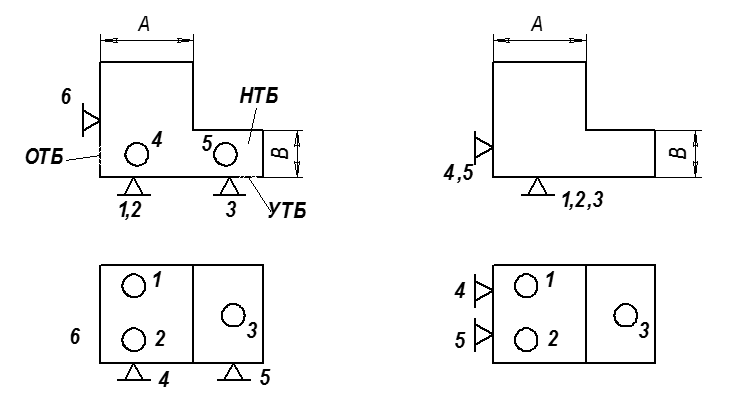
Рисунок 31 Типовые схемы базирования корпусных деталей
При определения количества опорных точек.
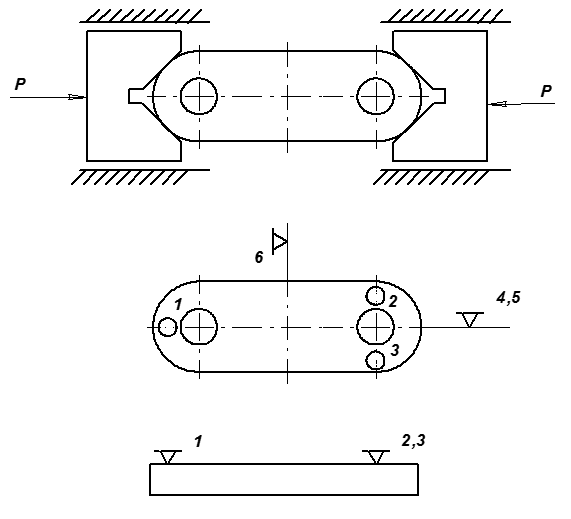
Рисунок 32 Базирование корпусной детали
Базирование по плоскости и двум отверстиям.
Данная схема применяется при базировании корпусных заготовок на приспособлении типа спутник (автоматическая линия).
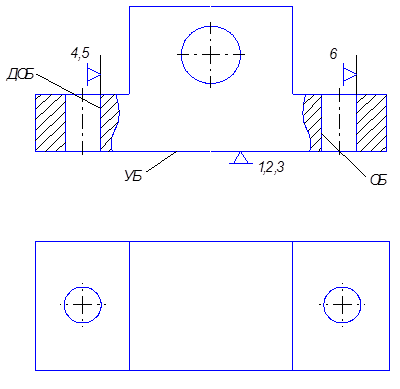
Рисунок 33 Базирование плоской корпусной детали с отверстиями
На карте эскизов эта схема выглядит.
При назначении схемы базирования корпусных заготовок необходимо учитывать схему простановки на данной операции размеров.
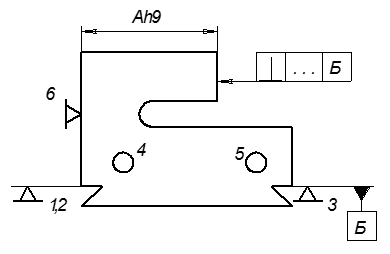
Рисунок 34 Схема базирования корпусной заготовки
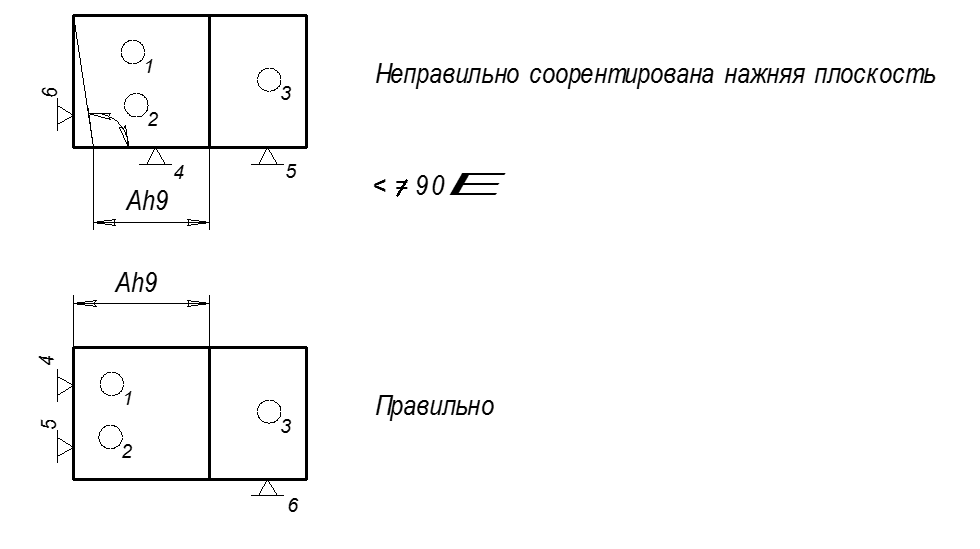
Рисунок 35 Варианты базирования
Схемы базирования заготовок типа валов.
При обработке поверхностей вращения на токарных, шлифовальных и др. станках заготовки устанавливаются в центрах (жестких и плавающих), а также в комбинациях патрон – задний центр. В необходимых случаях могут использоваться подвижные и неподвижные люнеты.
Люнеты применяются, как правило, для повышенной
жесткости заготовки
при i/d>12.
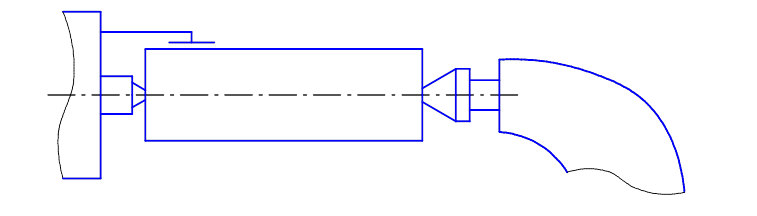
Рисунок 36 Базирование в центрах
Теоретическая схема базирования.
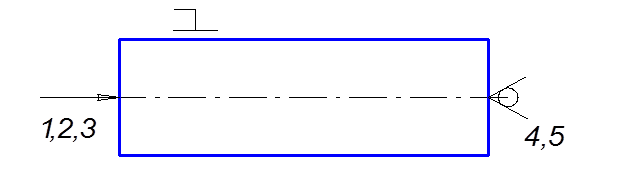
Рисунок 37 Условное обозначения базирования в центрах
Левый центр лишает 3 ст. свободы, правый – 2.
Технологическими базами являются конические поверхности центровых отверстий.
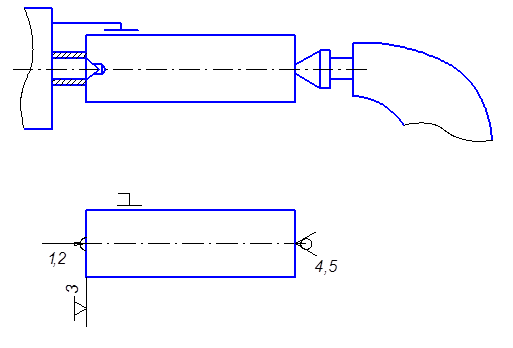
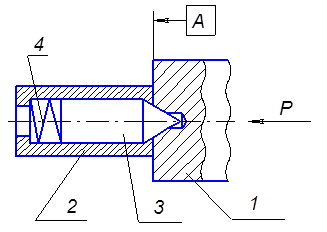
Рисунок 39 Базирование на плавающем центре
Плавающий центр состоит из корпуса 2, в котором расположен поджимаемый пружиной 4 центр 3.
Заготовка 1 поджимается с помощью задней бабки силой Р, при этом она перемещается влево до контакта с поверхностью А корпуса плавающего центра.
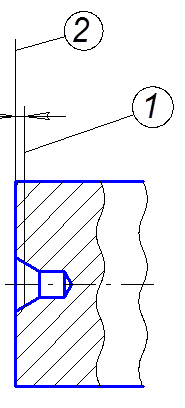
Рисунок 40 Базирование на жёстком центре
При применении жесткого левого центра положение левого торца заготовки в системе координат станка не определено.
Если одновременно с центрами использовать люнеты, то на схеме базирования они указываются, но степеней свободы не лишают.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.