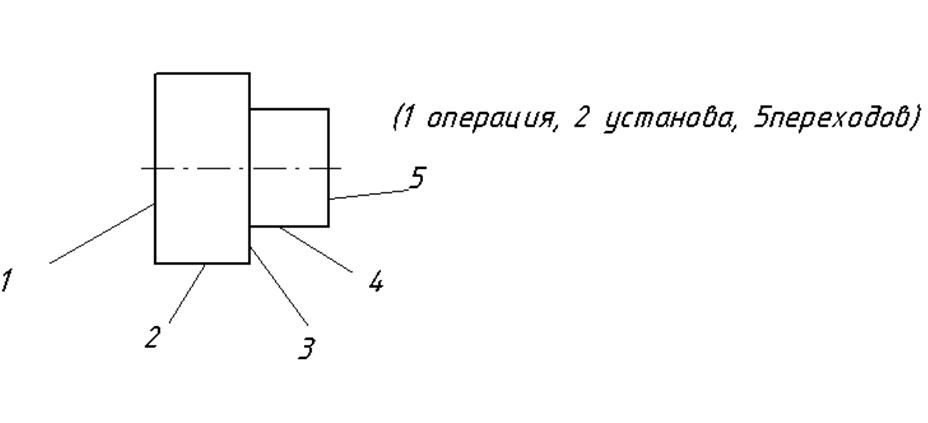
Количество проходов.
Рисунок 11 – Поверхности при токарной обработке.
 |
В технологическом процессе наименование операции и тексты переходов записываются согласно ГОСТ 3.1702-79 Правила записи операции и переходов.
Обработка резанием. Осуществление по виду оборудования.
Например, токарно-винторезная, токарно-револьверная.
При записи переходов существует краткая или сокращенная форма и полная.
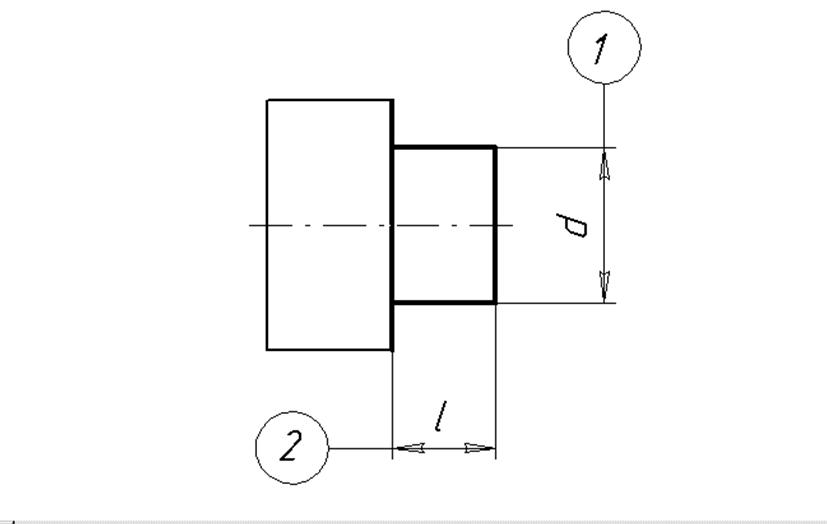 |
Точить (шлифовать) поверхность, выдерживая размеры 1 и 2.
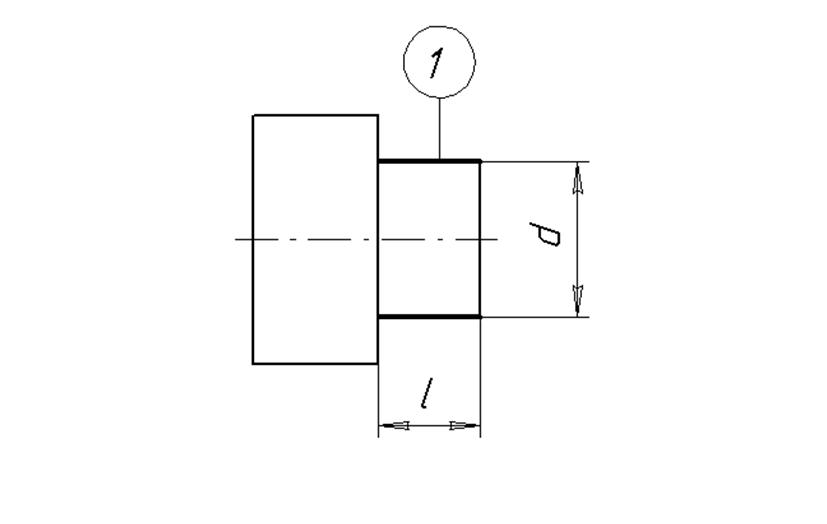 |
Сокращенная форма: точить (шлифовать) поверхность 1.
Операционное описание любой технологической операции должно осуществляться с 1 вспомогательного перехода (установить, закрепить, снять заготовку).
5 Классификация технологических процессов и основные формы технологических документов.
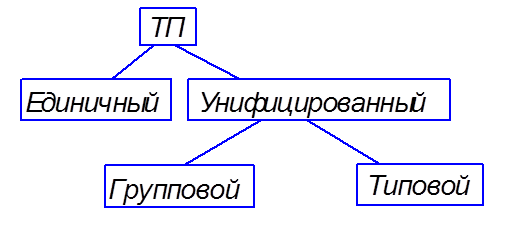
Рисунок 14 Классификация ТП
Единичный ТП – это ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения.
Групповой ТП – это ТП изготовления или ремонта группы конструктивно и технологически подобных изделий объединяемых общностью оборудования и технологической оснастки.
Типовой ТП – это ТП изготовления или ремонта изделий определенного типа, характеризуемых общностью решаемых технологических задач. Ведущую роль при классификации играет форма, размер, класс детали.
При групповой обработке ведущая роль в классификации: оборудование и оснастка.
По степени внедрения достижений в науке и технике технологические процессы делятся на: рабочие, перспективные и временные.
Рабочий ТП – это ТП, выполняемый по рабочей технологической и конструкторской документации.
Перспективный ТП – это ТП, при реализации которого предстоит частично или полностью освоить новые технические решения. Например, внедрить новый станок, способ обработки и т.д.
Классификация ТП по глубине детализации решений.
1. Маршрутное описание ТП. Выполняется по бланкам маршрутных карт МК.
![]()
![]()
|
ГОСТ 3.1118-82
Рисунок 15 Общий вид бланка МК
Маршрутное описание ТП включает в себя перечисление всех технологических операций в порядке их выполнения с указанием наименования операций, оборудования, квалификации рабочего, нормы времени и расценки.
МК заполняют для всех типов производства.
2. Маршрутно-операционное описание представляет собой перечень технологических операций в порядке их выполнения как и в маршрутном описании, но некоторые наиболее сложные операции (по усмотрению технолога) расписуются для уровня переходов.
Описание выполняется на бланках МК либо на бланках карт технологического процесса КТП.
Применяются в единичном, мелкосерийном, среднесерийном производстве.
3. Операционное описание ТП выполняется на бланках операционных карт и содержит переходное описание всех технологических операций с указанием инструментов, режимов обработки и норм времени.

![]()
![]()
|
![]() Каждый из КЭ
подшивается перед соответствующей Рисунок 16 Общий вид операционной
картой.
Каждый из КЭ
подшивается перед соответствующей Рисунок 16 Общий вид операционной
картой.
бланка КЭ Документ обязательный для КС и массового производства.
6 Принципы организации технологических процессов механической обработки и сборки.
Зависят от следующих факторов: тип производства, размеры собираемого изделия, схемы членения изделия.
ТП сборки могут быть поточными (рабочие места располагаются в последовательности ТП сборки) и непоточными.
Стационарная (на одном рабочем месте) и подвижная сборка.
Подвижная сборка предусматривает либо перемещение собираемого изделия между рабочими местами, либо перемещением бригад сборников от одного изделия к другому.
Сборка может быть с расчленением и без расчленения сборочных работ.
Таблица 1 Признаки организации технологических процессов
|
Признак |
Тип производства |
|||||||
|
Е |
МС |
СС |
КС |
М |
||||
|
Изделие |
Мелкие |
+ |
+ |
+ |
+ |
|||
Средние |
+ |
+ |
+ |
+ |
||||
|
Крупные |
+ |
+ |
+ |
+ |
||||
Непоточная |
+ |
+ |
+ |
+ |
||||
|
Поточная |
+ |
+ |
||||||
|
Стационарная |
+ |
+ |
||||||
|
Подвижная |
И |
+ |
+ |
|||||
|
Р |
+ |
+ |
||||||
|
Без расчленения сборочными операциями |
+ |
+ |
||||||
|
С расчленением сборочными операциями |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
Со свободным перемещением |
+ |
+ |
+ |
+ |
||||
|
С принудительным перемещением |
+ |
+ |
+ |
+ |
||||
7 Основы технического нормирования.
Техническое нормирование – это разработка нормативов расходования всех видов материальных ресурсов (энергии, затрат времени).
Наиболее важно нормирование труда.
Цель этого процесса является установление нормы времени на выполнение технологической операции либо ее части.
Нормирование может осуществляться следующими способами:
- опытно-статистическим;
- с помощью эмпирической зависимости;
- хронометраж;
- фотография рабочего дня.
Опытно-статистический метод основан на установке нормы времени по опыту нормировщика либо по аналогии подобных изделий. Область применения Е, МС производство.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.