In the third section “Modern Approaches in Predictive Theory” according to Radchenko, two general theoretical approaches to investigation of physical processes have been distinguished and their analysis has been outlined. These are analytical methods and numerical experiments. The former is based on generalization about the real objects. The complexity of obtained models increases with expected accuracy but it usually gives an equation with a high information density from the physics point of view. On the other hand, the latter can simply be involved with all known theory of material mechanics. That is why it has a high accuracy and obviousness of results. It is interesting that these results are slower in obtaining than analytical and look empirical. It is a common idea that generally a combination of these approaches is needed to obtain a working model since the current knowledge is insufficient to afford the superiority of any particular category of approaches over the others.
It has been shown that FEM is more preferable in the situation described above. A short explanation of FEM principles applicable to metal cutting modeling has been given. An attempt to describe all merits and demerits of FEM has been made. Moreover a superficial observation of up-to-day FEA software has been given and preferable software for utilization in this study has been chosen.
The conclusion of this chapter summarizes main arguments to FEM usage in this study and emphasizes a great discrepancy of the modern theories in metal cutting.
In this chapter general incremental solution procedure for predictive simulation of skiving based on physical model described earlier in the form of block diagrams in the first section “General Solution Procedure”. Because of cutting system geometry continuously changing during long MC under skiving, a Lagrangian plain-strain FE formulation has been chosen. The cutting tool is advanced continuously from the tool engagement to tool-workpiece contact loss by cutting system geometry modification and remeshing at every point of calculation. The calculation of temperature field and consequent updating of tool material properties which is obviously very important in a skiving simulation because of high temperature observed in the cutting tests is also employed in the algorithm. As a result, the fields of all necessary parameters such as effective plastic strain, flow, normal and shear stress, temperature etc. in MC can be determined. The cutting forces, chip length ratio and residual stress can also be obtained.
As the first step in elaboration of described solution procedure, it has been simplified to a semi-experimental one as given in the figure 5. It is based on experimentally determined forces and cutting length ratio. Nevertheless, it allows obtaining all results mentioned above but with much less time and therefore is very useful under debugging.
|
|
It has been shown that finite element type is mainly defining the resultant accuracy and stability of the computation process. By the literature observation, it has been found out that linear quadrilateral elements show the best ratio between problem accuracy and running time and, therefore, are most popular today. However, sometimes it has to be converted to triangle elements due to high mesh distortion during the cutting which may appear.
The plain-strain problem in working orthogonal plane was considered. It seems to be formulated correctly according to the reported literature. Transient coordinate origin was chosen at interception of rake face and flank traces and axes were oriented in the direction of primary cutting motion. Transient surface curvature was neglected.
In the first subsection “FE Mesh Design” of the second section “FE Computation Model”, the FE generation theory applied to this study has been described in detail. The principles of interpolation have been also described. Moreover, the main requirements for FE mesh have been formulated. It was pointed out that utilization of element counter-distortion, originally proposed by Strenkowski and Carroll, is preferable and has been applied in this study.
The FE mesh was generated basing on quadrangular region-divided geometry model developed for instant calculation points. All necessary equations have been represented and described. Furthermore, the mesh generation algorithm, which helps to reduce total problem degrees of freedom (DOF) has been proposed. It is attainted by possibility of generation three times distinguish node amount on the opposite region edges with a certain mesh distortion. The general mesh design is based on trial and error simulation runs and in this study it consists mostly of less than 1500 nodes which corresponds to about 3000 DOF. Examples of mesh design used have been given. It is necessary to emphasize that the FE mesh was extended over both workpiece and tool because of the deformation and thermal models have to include heat conduction and deformation in the tool.
In the second subsection “Elasto-plastic Deformation Model”, in-depth deduction of work matrix equation based on variational method of mechanics has been given :
![]() . (2).
. (2).
The following assumptions have been made:
- The cutting system geometry is based on the modern skiving theory under continuous chip formation without built-up edge;
- The cutting forces as well as another cutting system variables obtained from experiments are stable at the point of computation;
- The Von Misses flow rule and the elasto-plastic with linear hardening material model were assumed. The material properties have to be obtained from elongation measurements;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
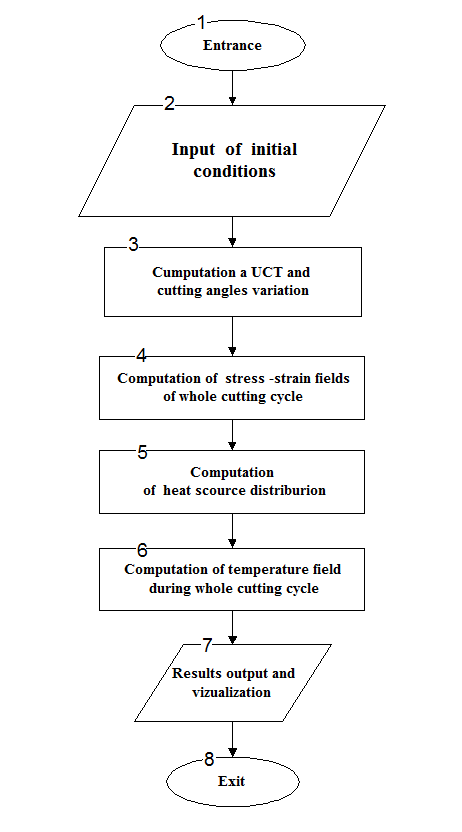 Figure 5 – The semi-experimental algorithm
Figure 5 – The semi-experimental algorithm