





Плансуппортные головки
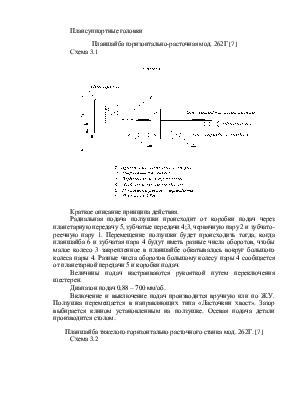
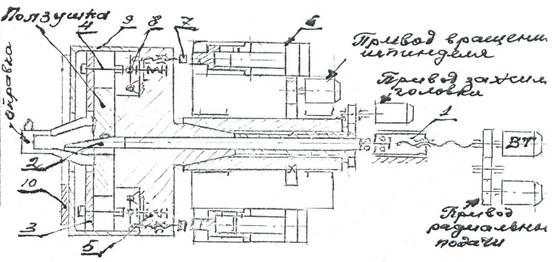
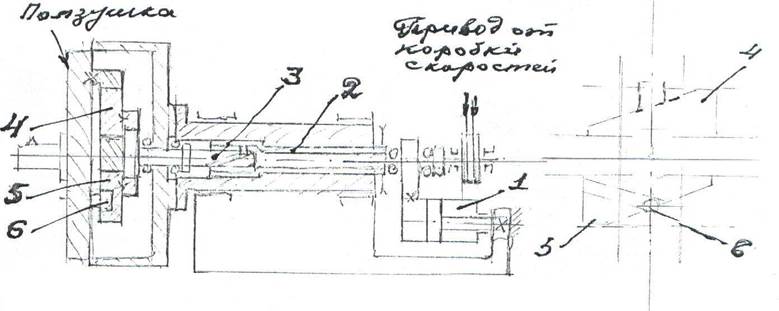
Планшайба горизонтально-расточная мод. 262Г [7]
Схема 3.1
Краткое описание принципа действия.
Радиальная подача ползушки происходит от коробки подач через планетарную передачу 5, зубчатые передачи 4;3, червячную пару 2 и зубчато-реечную пару 1. Перемещение ползушки будет происходить тогда, когда планшайба 6 и зубчатая пара 4 будут иметь разные числа оборотов, чтобы малое колесо 3 закрепленное в планшайбе обкатывалось вокруг большого колеса пары 4. Разные числа оборотов большому колесу пары 4 сообщается от планетарной передачи 5 и коробки подач.
Величины подач настраиваются рукояткой путем переключения шестерен.
Диапазон подач 0,88 – 700 мм/об.
Включение и выключение подач производится вручную или по Ж.У. Ползушка перемещается в направляющих типа «Ласточкин хвост». Зазор выбирается клином установленным на ползушке. Осевая подача детали производится столом.
Планшайба тяжелого горизонтально расточного станка мод. 262Г. [7]
Схема 3.2
Краткое описание принципа действия.
Радиальная подача ползушки осуществляется с помощью регулируемого электродвигателя 1 размещенного в корпусе планшайбы. Двигатель постоянного тока 1 через червячную пару 2, коническую передачу 3 сообщает движение червячно-реечной паре 4, рейка которой закреплена на ползушке. Величина подачи регулируется бесступенчато, путем изменения числа оборотов электродвигателя. Продольная подача детали производится столом.
Планшайба агрегатно-токарного станка РТ372 Рязанского станкозавода. [8]
Схема 3.3
Краткое описание принципа действия.
Радиальное перемещение ползушки производится от гидроцилиндра 1 через шариковую муфту 2 смонтированной на шпинделе, которая перемещает шток-рейку 3 сцепленною с шестерней через валик на две реечные пары, рейки которых закреплены на ползушке.
Движение ползуна в крайних положениях ограничивается жесткими упорами (регулируемыми, нерегулируемыми или переключаемыми). Направляющие ползуна «Ласточкин хвост» выборка зазора производится прижимной планкой за счет подшлифовки нижней пластины. Продольная подачи детали производится столом.
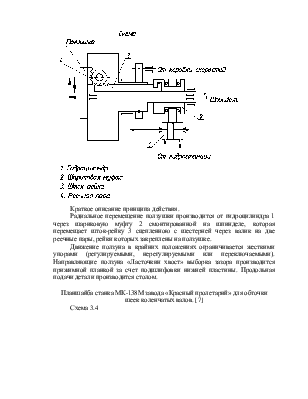
Планшайба станка МК-138М завода «Красный пролетарий» для обточки шеек коленчатых валов. [7]
Схема 3.4
Краткое описание принципа действия.
Движение радиальной подачи суппорта расположенного на вращающейся планшайбе передается от коробки подач, через зубчатую передачу 1, дифференциал 2, зубчатую пару 3 - большая шестерня которой вращается на планшайбе и передает движение зубчатым парам 4 и 5, а от них через винтовую пару ползушки.
Быстрое перемещение радиального суппорта производится от отдельного электродвигателя. Перемещение суппорта происходит за счет разницы чисел оборотов планшайбы и большой шестерни зубчатой пары 3.
Величины подач от 0,22-6,2 мм/об регулируются 8 ступенями коробки подач. Продольная подача детали производится столом.
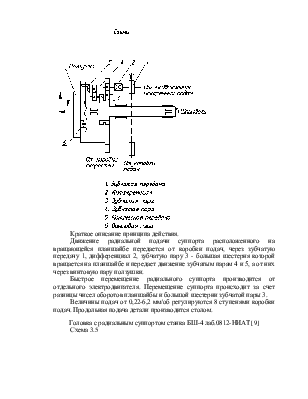
Головка с радиальным суппортом станка БШ-4 лаб.0812-НИАТ [9]
Схема 3.5
Краткое описание принципа действия.
Радиальная подача ползушки производится от отдельного привода, через винтовую пару 1 и шток с клином 2. При настроенном размере на обработку ползушка зажимается диафрагмой 3, посредством тяги 4 и пружины 5. При торцевой подрезке зажим ползушки завинчивает болт 7 действующий на рычаг 8, и освобождает тягу 4 от зажима ползушки диафрагмой 3. К кожуху 9 устанавливается противовес 10 уравновешивающий оправку от центробежных сил.
Радиальная подача и настройка на размер производится по программе. Установка головки болта 7 против гайковерта 6 производится также по программе.
Зажим ползушки введен для устранения зазоров и повышения точности обработки. Продольная подача детали производится столом.
Ползушка к клину прижимается пружинами. Вся головка автоматически меняется в процессе эксплуатации.
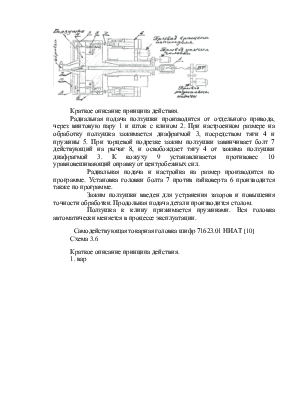
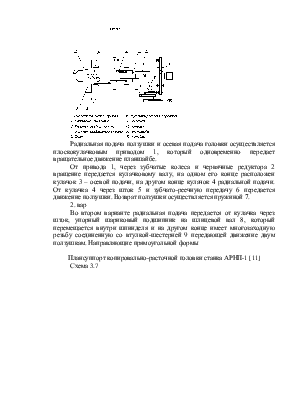
Самодействующая токарная головка шифр 71623.01 НИАТ [10]
Схема 3.6
Краткое описание принципа действия.
1. вар
Радиальная подача ползушки и осевая подача головки осуществляется плоскокулачковым приводом 1, который одновременно передает вращательное движение планшайбе.
От привода 1, через зубчатые колеса и червячные редуктора 2 вращение передается кулачковому валу, на одном его конце расположен кулачок 3 – осевой подачи, на другом конце кулачок 4 радиальной подачи. От кулачка 4 через шток 5 и зубчато-реечную передачу 6 передается движение ползушки. Возврат ползушки осуществляется пружиной 7.
2. вар
Во втором варианте радиальная подача передается от кулачка через шток, упорный шариковый подшипник на шлицевой вал 8, который перемещается внутри шпинделя и на другом конце имеет многозаходную резьбу соединенную со втулкой-шестерней 9 передающей движение двум ползушкам. Направляющие прямоугольной формы
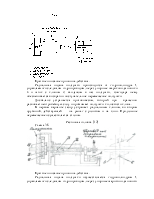
Плансуппорт копировально-расточной головки станка АРНП-1 [11]
Схема 3.7
Краткое описание принципа действия.
Радиальная подача ползушки производится от гидроцилиндра 1, управляемого следящим гидроприводом, через упорные шарикоподшипники 3 и шток с клином 2, входящим в паз ползушки, благодаря чему обеспечивается возвратно-поступательное перемещение ползушки.
Дисбаланс устраняется противовесом, который при вращении развивает центробежную силу и прижимает ползушки к плоскости клина.
В первом варианте зазор устраняет радиальным клином, во втором пружиной, действующей на рычаг с роликом и на клин. Продольное перемещение осуществляется столом.
Расточная головка [12]
Схема 3.8
Краткое описание принципа действия.
Радиальная подача ползушки осуществляется гидроцилиндром 1, управляемого следящим гидроприводом, через упорные шарикоподшипники и шток с пальцем 2, который входит в пазы барабана и поворачивает шестерню-валик вокруг оси при перемещении штока 2 взад и вперед.
Шестерня зацепляется с рейками двух клиньев 4 и 5. По наклонной плоскости клина 4 скользит и сухарь жестко соединенный с ползушкой и служит для выборки зазоров. В планшайбе имеется противовес устраняющий дисбаланс резцовой оправки.
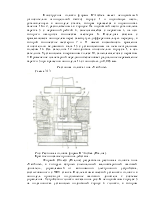
Горизонтально-расточной станок мод. НР-10 Новосибирского завода Тяжстанкогидропресс им. А.И. Ефремова. [13]
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.