Конструкция головки фирмы D’Andrea имеет неподвижный (относительно шпиндельной бабки) корпус 1 и подвижную часть, установленную в шпинделе станка, которая вращается в подшипниках качения 16 и 2, расположенных в корпусе. На подвижной части установлена каретка 5 с червячной рейкой 3, зацепляющейся с червяком 4, на оси которого находится коническая шестерня 6. Последняя связана с вращающимся шпинделем через замкнутую дифференциальную передачу, в которой конические шестерни 7 и 11 имеют возможность вращения относительно ведомового вала 15 с установленным на нем центральным колесом 13. Ось сателлита 12 неподвижна относительно корпуса 1, а ось сателлита 8 установлена в червячном колесе 10, зацепляющегося с червяком 9. Применение планетарной передачи обеспечивает радиальное перемещение каретки 5 при вращении шпинделя 14 с точностью до 0,005 мм.
Расточная головка типа «Varibore»
Схема 3.13
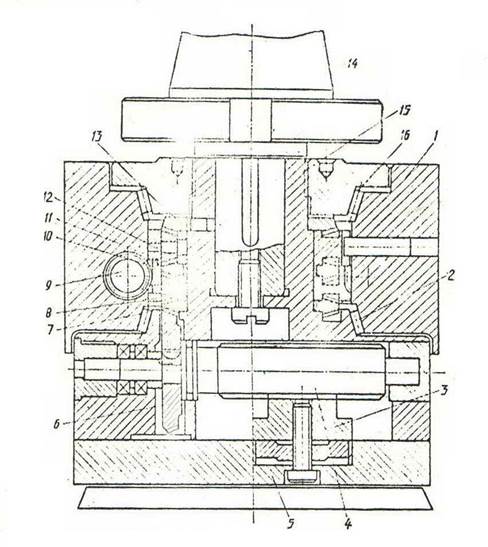
Рис. Расточная головка фирмы D’Andrea (Италия).
Краткое описание принципа действия.
Фирмой Olivetti (Италия) разработана расточная головка типа «Varibore», в которую встроен специальный малогабаритный шаговый двигатель, управляемый от автономного электронного устройства, состыкованного с ЧПУ станка. После автоматической установки головки в шпиндель происходит подключение шагового двигателя к системе управления. Устройство головки показано на рис. В неподвижном корпусе 5 на подшипниках установлен подвижный корпус 3 головки, в котором расположен шаговый электродвигатель 6. На его валу закреплен винт 2, кинематически связанный с рейкой 19, которая жестко соединена с радиальным суппортом 1, несущим режущий инструмент. Суппорт 1 установлен в направляющих подвижного корпуса 3. Внутри суппорта для выбора люфтов в кинематической цепи предусмотрены пружины 20.
Ускорительные головки
Ускорительные головки могут быть использованы
для обработки мелкоразмерным инструментом на станках, предназначенных для
изготовления крупногабаритных деталей и имеющих максимальную частоту вращения
до 60 с![]() . Повышение скорости
резания до оптимальных значений позволяет значительно повысить надежность
работы инструмента (см. таблицу).
. Повышение скорости
резания до оптимальных значений позволяет значительно повысить надежность
работы инструмента (см. таблицу).
Таблица
|
Материал заготовки |
Скорость резания, м/мин |
|
|
Материал режущей части |
||
|
Быстрорежущая сталь |
Твердый сплав |
|
|
Алюминий |
80 – 100 |
100 – 150 |
|
Бронза |
30 – 50 |
80 – 100 |
|
Сталь |
20 – 25 |
40 – 60 |
Плансуппортная головка
Неподвижный корпус 1 снабжен
кареткой 2, на котором расположена кинематическая связь червяка 6 с червячным
колесом 3; ответная полумуфта соединена со следящим приводом 8, установленным
на шпиндельной бабке. На корпусе выполнен палец 9, а на шпиндельной бабке
расположен соответствующий ему ловитель. При установке головки в шпиндель
корпус фиксируется относительно шпиндельной бабки пальцем 9 и ловителем,
одновременно с червячным колесом 3 стыкуют следящий привод 8 с кинематической
цепью радиальной подачи вершины резца.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.