а
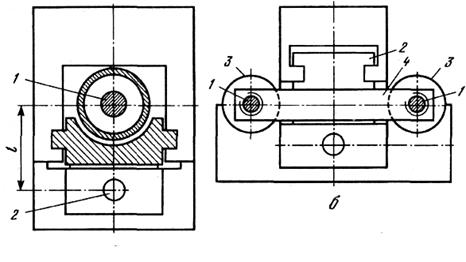
Рис.7.26. Схемы компоновки вертикально-протяжных станков с одним (а) и двумя (б) тянущими гидроцилиндрами.
7.3.3. Вертикально-протяжные станки для наружного протягивания
Вертикально-протяжные станки общего назначения для наружного протягивания применяются как правило в крупносерийном и массовом производстве. На рис.7.27 показан общий вид станка мод. 7745.
Компоновки этих станков аналогичны компоновкам вертикально-протяжных станков для внутреннего протягивания (см. рис.7.25), а конструкции состоят из узлов, большинство из которых унифицировано с узлами вертикальных внутрипротяжных станков:
- станины 1 с установленными на ней рабочими гидроцилиндром и салазками;
- тумбы 2 с рабочим столом;
- насосной установки 4 и системы подачи СОЖ 3.
Основное различие заключается в том, что вертикально-протяжные станки для наружного протягивания имеют особую конструкцию стола. На станках этого типа используют столы отводные, опрокидывающиеся, поворотные. Наибольшее распространение в настоящее время имеют отводные столы. Это связано с рядом их достоинств:
- простота конструкции;
- удобство размещения установочно-зажимных приспособлений;
- возможность повышения производительности при установке нескольких приспособлений для одновременной обработки нескольких заготовок;
- удобна для автоматизации загрузка-выгрузка деталей.
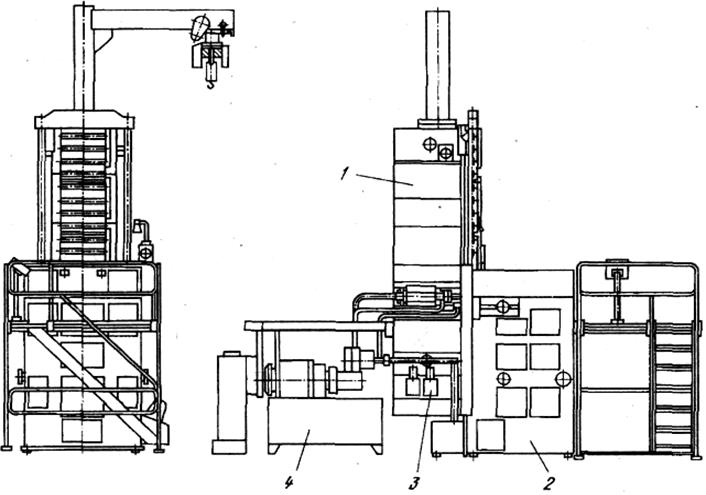
Рис.7.27.Вертикально-протяжной станок для наружного протягивания.
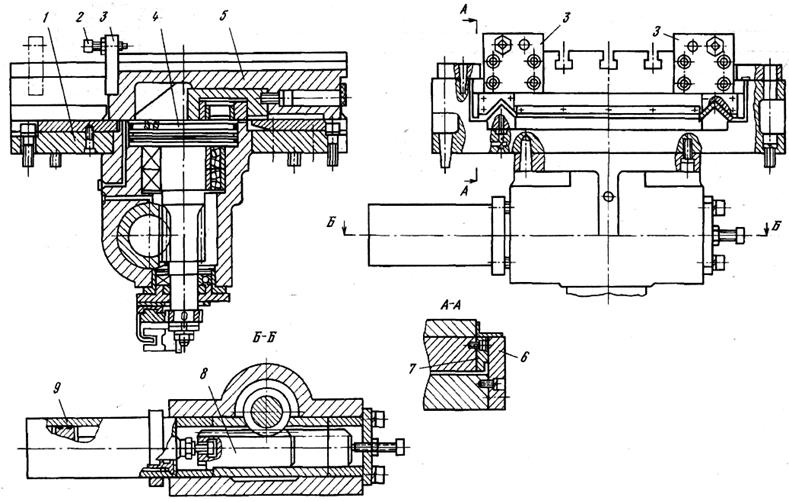
Рис.7.28. Отводной стол.
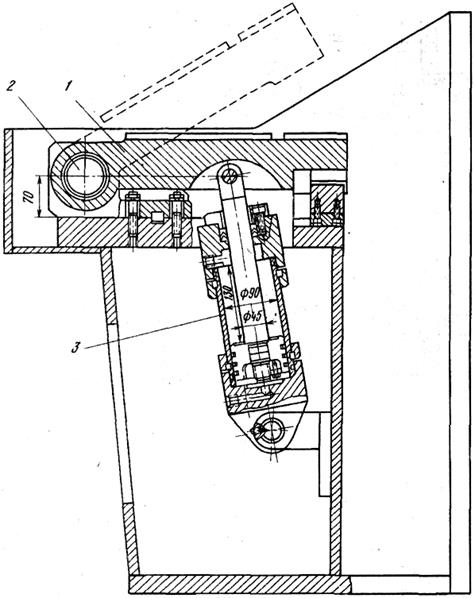
Рис.7.29. Откидной стол.
На рис.7.28 показана конструкция отводного стола для вертикально- протяжного станка наружного протягивания. Стол 5 с пазами для закрепления установочно-зажимных приспособлений перемещается по направляющим, расположенным на плите 1. Перемещение происходит за счет поворота на 180о кривошипа 4 под действием гидроцилиндра 9 через рейку 8. На конце плиты 1 есть два упора 6, в которые стол 5 упирается через компенсирующие планки 7 при подводе в рабочее положение. Два упора 3 с винтами 2 предназначены для регулировки установленного на столе 5 зажимного приспособления.
Конструкции отводных столов имеют ряд недостатков:
- большое количество стыков, снижающее жесткость системы;
- нежесткая конструкция стола.
Указанные недостатки учтены в конструкции откидного стола, представленной на рис.7.29. Стол 1 поворачивается в вертикальной плоскости на оси 2 с помощью гидроцилиндра 3. На рис.7.30 показана конструкция отводного стола повышенной жесткости, что достигается использованием в механизме подвода-отвода стола клинового механизма 1.
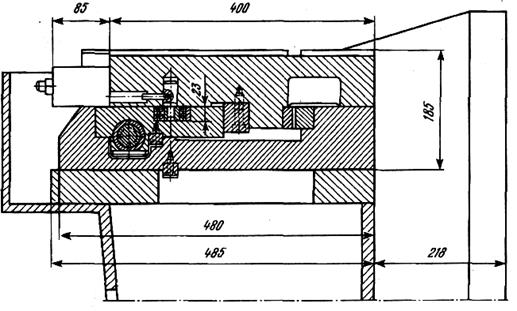
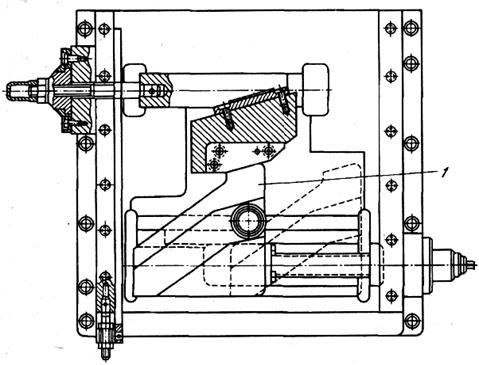
Рис.7.30. Отводной стол с клиновым механизмом.
7.3.4. Протяжные станки непрерывного действия
Для обработки наружных сквозных поверхностей в массовом и крупносерийном производстве все большее применение получают непрерывно-протяжные станки. Производительность таких станков обычно в 4-5 раз выше, чем обычных протяжных станков возвратно-поступательного действия. Компоновочное исполнение этих станков может быть вертикальным, горизонтальным и наклонным. Станки данного класса можно разделить на две группы: с непрерывным перемещением изделий и непрерывным перемещением инструмента. Каждая из указанных групп делится на две подгруппы: ротационные станки (протягивание зубьев зубчатых колес на зубообрабатывающих станках) и станки с прямолинейным движением в зоне резания (рис.7.31). Ротационные станки просты по конструкции, но непригодны для обработки прямолинейных поверхностей и пазов, кроме того у этих станков достаточно сложные конструкции протяжек.
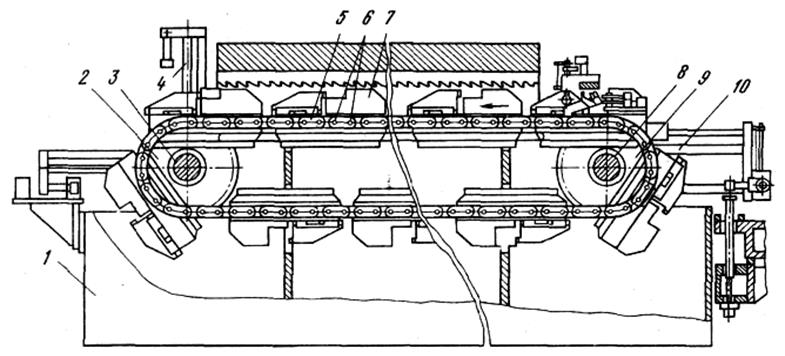
Рис.7.31. Схема ротационного протягивания с непрерывным прямолинейным перемещением инструмента в зоне обработки.
Поэтому наибольшее распространение среди этого класса получили станки с непрерывным прямолинейным перемещением в зоне резания.
На рис.7.31 показан продольный разрез станка с непрерывным прямолинейным перемещением заготовки в зоне резания. Конструкция состоит из станины 1, ведущего 3 и ведомого 8 валов, звездочек 2 и 9, тяговой цепи 5, зажимных приспособлений 7, смонтированных на пальцах 6 тяговой цепи. Соосно с ведомым валом расположен манипулятор для загрузки 10, соосно с ведущим валом - манипулятор для выгрузки 4.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.