БАЛТИЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
«ВОЕНМЕХ» им. Д. Ф. Устинова
![]()
Факультет «Авиа- и ракетостроение»
Сварка
Лабораторная работа №1
Ручная дуговая сварка
(плавящимся электродом с обмазкой)
Выполнил: Капшина. А-161
Проверил: Андрюшкин А.Ю.
Санкт - Петербург
2009
Лабораторная работа №1
Ручная дуговая сварка
(плавящимся электродом с обмазкой)
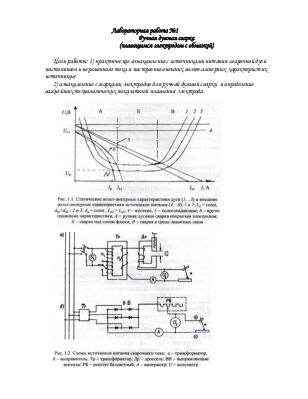
Цель работы: 1) практическое ознакомление с источниками питания сварочной дуги постоянного и переменного тока и построение внешних вольт-амперных характеристик источников;
2) ознакомление с марками электродов для ручной дуговой сварки и определение важнейших технологических показателей плавления электрода
Характеристики источников питания
|
Тип источника |
Снимаемая точка |
Показания приборов |
Добротность Кдоб |
|
|
U, В |
I, А |
|||
|
выпрямитель |
Холостой ход |
70 |
0 |
--- |
|
Рабочий режим длинная дуга |
35 |
85 |
1.94 |
|
|
Рабочий режим короткая дуга |
20 |
120 |
1.375 |
|
|
Короткое замыкание |
0 |
165 |
1 |
|
![]()
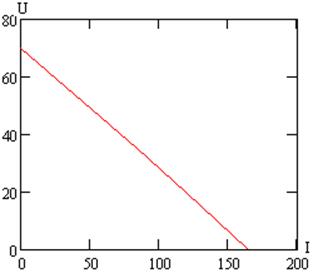
Полученные нами коэффициенты добротности источника питания лежат в общепринятых пределах 1.0…3.0.
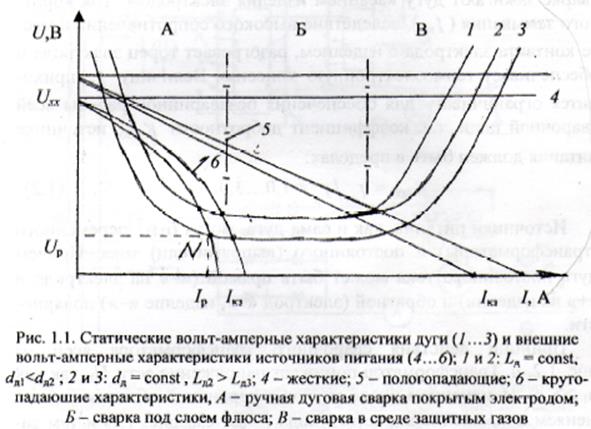
Внешние вольт-амперные характеристики источника питания
Эскиз электрода МР-3

Коэффициент массы (веса) покрытия
|
Марка электрода |
Номер опыта |
|
|
|
|
|
|
МР-3 |
1 |
3 |
349 |
334 |
27 |
33.36 |
|
МР-3 |
2 |
3 |
351 |
334 |
25 |
22.55 |
|
МР-3 |
3 |
3 |
348 |
330 |
26 |
28.90 |
![]()
![]()
![]()
![]()
Полученные нами коэффициенты массы покрытий лежат в общепринятых пределах 10…50 %
Экспериментальная часть определения коэффициент расплавления и наплавки
|
Марка электрода |
Номер опыта |
|
|
|
|
|
|
|
|
МР-3 |
1 |
3 |
75 |
71 |
349 |
54 |
1750 |
1765 |
|
МР-3 |
2 |
3 |
80 |
60 |
351 |
46 |
1770 |
1800 |
|
МР-3 |
3 |
3 |
95 |
55 |
348 |
60 |
1700 |
1710 |
Расчётная часть определения коэффициентов расплавления и наплавки
|
Марка электрода |
Номер опыта |
|
|
|
|
|
|
МР-3 |
1 |
17.3 |
15 |
11.69 |
10.33 |
11.6 |
|
МР-3 |
2 |
17.94 |
30 |
13.45 |
22.5 |
-67.3 |
|
МР-3 |
3 |
16.89 |
10 |
11.64 |
6.89 |
40.8 |
![]()
![]()
![]()
![]()
![]()
У первого электрода коэффициенты ![]() лежат в общепринятых пределах, следовательно,
электрод качественный.
лежат в общепринятых пределах, следовательно,
электрод качественный.
У второго электрода коэффициенты ![]() не попадают в общепринятые пределы, следовательно,
электрод некачественный
не попадают в общепринятые пределы, следовательно,
электрод некачественный
Обмазка второго электрода содержит
металл (в виде порошка) т.к ![]() .
.
У третьего электрода коэффициенты ![]() лежат в общепринятых пределах, а
коэффициент
лежат в общепринятых пределах, а
коэффициент ![]() - нет. В этом электроде велики потери
металла.
- нет. В этом электроде велики потери
металла.
Общепринятые интервалы:
![]()
![]()
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.