














ПРИПУСКИ НА ОБРАБОТКУ.
Под припусками на обработку понимают пласта металла оставляет мой заготовке для ее обработки. Припуски делятся на общие и межопераційні. Общий припуск на обработку - это пласта металла, который отделяется при выполнении всех технологических операций, в следствие которых получают готовую деталь, которая отвечает чертежу и техническим условиям. Межопераційний припуск на обработку - это пласта металла, который отделяется при выполнении одной технологической операции.
Величина припуска влияет на себестоимость обработки. Большой припуск увеличивает затраты работы, затрату материала детали и режущего инструмента. Однако очень малые припуски усложняют установку заготовок, а в следствие, требуется больше времени и более высокая квалификация работника.
Межопераційний припуск зависит от точности и шершавості поверхности, которая получается на предыдущих операциях, и вот деформации и дефектов поверхностного шара, возникающих также на предыдущих операциях.
Величина межопераційного припуска определяется разностью размеров, полученных на предыдущих и следующих операциях.
Позначая общий припуск на обработку Zо, размер заготовки aз и размер готовой детали a∂ получаем:
Zо = aз - a∂ - для внешней поверхности;
Zо = a∂ - aз - для внутренних поверхностей;
При определении межопераційного припуска, если обозначить припуск на данной операции Zm, размер получен на предыдущей операции a, и размер, который должен одержатись на данной операции b, имеем:
Zm = a - b - для внешних поверхностей;
Zm = b -a - для внутренних поверхностей.
Тогда общий припуск на обработку равняется сумме межопераційних припусков по всему технологическим операциям - от заготовки до размеров детали по рабочему чертежу.
Zо = ∑zi.
Для внешних поверхностей значения разности размеров одержуємих на предыдущей и следующей операциях, является додатною величиной, а для внутренних - отрицательной.
Наименьшую величину межопераційного припуска на обработку при наименьшем предельном размере заготовки для внешних поверхностей и при наибольшем предельном размере для внутренних поверхностей можно определить формулой:
Zmнм=(Rzср-Ta)+ра+εв, где Zm - наименьший припуск на сторону;
Rzср - средняя величина микронеровностей; И - глубина дефектного поверхностного пласта;
Ра - геометрически сумма пространственных отклонений взаимосвязанных поверхностей;
εв - погрешность установки;
а - индекс, который характеризует предыдущую операцию;
b- индекс, который характеризует данную (следующую) операцию.
При обработке плоских поверхностей учитывают более всего из пространственных отклонений взаимосвязанных поверхностей по нормали к обробляємої поверхности; тогда суммарное значение ра будет определяться как векторная сумма пространственных отклонений.
Для совпадающего направления векторов р1, р2 (угол границ ими равняется 0)
ра= р1 + р2.
Для противоположного направления векторов (при кованые 180°)
ра= р1 - р2.
Наименьшая величина межопераційного припуска на диаметральный размер (при обработке тел обращения):
2Zmнм= 2[(Rzср-Ta)+( ра+εу)].
При обработке поверхностей обращения учитывают суммарное значение отклонений взаимосвязанных поверхностей, векторы которых могут иметь любое направление, поэтому в тех случаях, когда невозможно установить их вероятное направление, пользуются формулой
Рa=√ р1+ р2.
Погрешность установки определяют как векторную сумму погрешностей базирование и погрешностей закрепления. Погрешность базирования определяется из геометрических связей в зависимости от принятой схемы установки, а погрешность закрепления - также и в зависимости от силы зажима.
В ряде случаев из формулы выпадают некоторые составу.
Для того чтобы обеспечить постоянность величины межопераційних припусков на каждой операции, размер обробляємої поверхности должны находиться в определенных границах, характеризуючих межопераційний допуск. Общий припуск на обработку состоит из суммы межопераційних припусков и межопераційних допусков без допуска на последнюю операцию.
Допуск δz на припуск Zm определяют как разность наибольшего и наименьшего предельных значений припуска
δz=Zнб - Zmнм=δа-δb,
δа - допуск размера заготовки на предыдущей операции;
δb - допуск размера заготовки на данной операции.
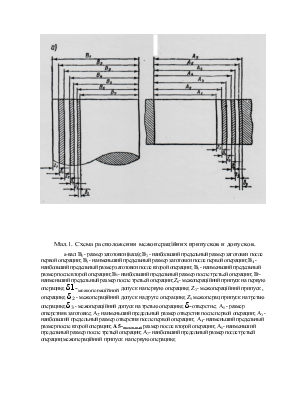
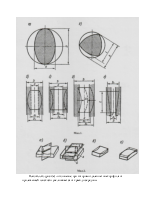
На рис.1 приведени схемы расположения межопераційних припусков и допусков при обработке заготовок типа вала (рис.1, а) и отверстия (рис.1,6) в теле заготовки.
|
|
Мал.1. Схема расположения межопераційних припусков и допусков.
a-вал: В1 - размер заготовки (вала); В2 - наибольший предельный размер заготовки после первой операции; В3 - наименьший предельный размер заготовки после первой операции; В4 - наибольший предельный размер заготовки после второй операции; В5 - наименьший предельный размер после второй операции; В6- наибольший предельный размер после третьей операции; В7- наименьший предельный размер после третьей операции; Z1- межопераційний припуск на первую операцию; δ1-межоперацїйний допуск на первую операцию; Z2- межопераційний припуск , операцию; δ2 - межопераційний допуск на друге операцию; Z3 межоперац припуск на третью операцию; δ3 - межопераційний допуск на третью операцию; δ-отверстие; А1 - размер отверстия в заготовке; А2- наименьший предельный размер отверстия после первой операции; А3 - наибольший предельный размер отверстия после первой операции; А4- наименьший предельный размер после второй операции; A 5-предельный размер после второй операции; А6- наименьший предельный размер после третьей операции; А7 - наибольший предельный размер после третьей операции;межопераційний припуск на первую операцию;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
