БАЗИРОВАНИЕ ЗАГОТОВОК.
В машине, механизме, станке, детали соединяются между собой, обеспечивая передачу и преобразование движений. В процессе обработки заготовки (детали) закрепляются. Для ориентации заготовок во время обработки на станках, расположение готовых деталей в сборочных единицах (узлах) машин, измерения деталей служат поверхности, линии, точки и их совокупности, которые называются базами. Различают технологические и конструкторские базы.
Учредительные базы - поверхности (а также линии и точки), служат для установки заготовок на станке и ориентации ее относительно режущего инструмента. Например, торцевая 3 и цилиндрическая 4 поверхности кулачків патрона (рис. 1.а), или торцевая поверхность 7 патрона и цилиндрическая поверхность 8 кулачків ( рис. 1.6) или конические поверхности 5 и 6 центров станка (рис. І.в) и др.
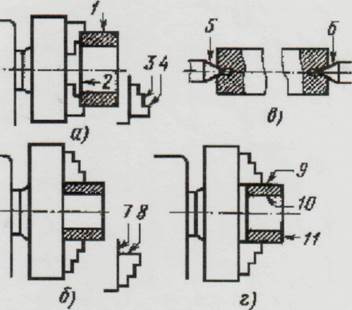
Мал. 1.
Учредительными базами могут быть разные поверхности заготовок, а также центровые гнезда и плоскости. Например, учредительными базами для втулки могут быть внешняя поверхность 1 и торец 2 (см. рис. І.а), внешняя 9 или внутренняя 10 цилиндрические поверхности и торец 11 (рис. 1. г). Как базы при первоначальной обработке используют необработанные поверхности (черновые базы), при следующей обработке - обработанные поверхности (чистовые базы). Учредительные базы делятся на основные и вспомогательные. Основные учредительные базы - это поверхности, которые ориентируют заготовки (обрабатываемые детали) на станке и положение готовых деталей в машине относительно других деталей, которые соединяются, при ее работе. Например, основными учредительными базами для втулки могут быть торец 11 и внутренняя поверхность 10 (рис. 1 .г\ если втулка монтируется на вал. Вспомогательные учредительные базы - это поверхности, которые используют только для установки заготовок (деталей) на станке; они не имеют особого значения для работы машины. Примерами вспомогательной базы могут служить центровые гнезда вала, который обточується и рисунок, который шлифуется с установкой в центрах (рис. І.в), необработанная шестигранная поверхность головки болта и др.
Измерительная база - поверхность ( или линия, точка), от которой делают отсчет размеров. Например, рис. 2.а заданные размеры А й С, а размер В - свободный; итак, поверхность 2 -измерительная.
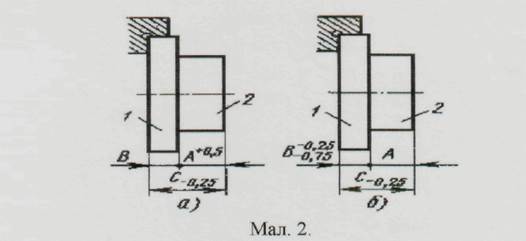
Конструкторская база - совокупность поверхностей, линий, точек, от которых заданные размеры и положения деталей при разработке конструкции. Конструкторские базы могут быть реальными (материальная поверхность) геометрическими ли (осевые линии, точки). При выборе черновых установочных баз руководствуются следующими правилами: базовые поверхности должны быть по возможности равными и чистыми (не вытекает, например, принимать за базы поверхности, на которые располагаются летники, линии разнимания или моделей заусеницы), базовые поверхности не должны изменяться относительно других поверхностей (не вытекает, например, братья за базу поверхность литого отверстия, так как его положение может изменяться), за базы рекомендуется принимать поверхности с минимальными припусками или, которые не будут обделываться. При переустановке заготовки черновые базы заменяются чистовыми. При выборе чистовых учредительных баз вытекает: выбирать основные базы, так как это обеспечивает большую точность обработки; соблюдать при обработке принцип постоянства баз; совмещать при возможности учредительные измерительные базы. Например, на рис. 2.а измерительной базой является поверхность 2, станок настроен от учредительной базы 1 на размер В, а размер С получен на предыдущей операции. Итак, учредительная и измерительная базы не совпадают. Для получения размера А в пределах допуска нужно определить отклонение размера В, как это сделано на рис. 2.6, при этом учредительная и измерительная базы будут соединены (совпадут). Как базуючі поверхности при точении применяют внешнюю (или внутреннюю), цилиндрическую поверхность и торец, два центровых гнезда, внешнюю (или внутреннюю) цилиндрическую поверхность и центровое гнездо
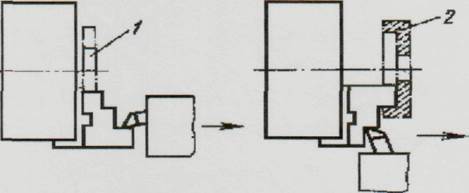
Мал. 3.
Для повышения точности обработки в патронах, которые самоцентрируются, применяют сырые кулачки, которые протачиваются непосредственно перед обработкой заготовки (детали) или партии деталей. Обработка кулачків производится под нагрузкой (рисунок по правую сторону) Для этого в кулачках закрепляется (С усилием, необходимым для крепления детали) диск 1 или кольцо 2 для выборки зазоров (рис. 3). Размер диска должен отвечать наибольшему диаметру детали, которая затискается, а размер кольца - наименьшему (обычно кулачки протачивают от торца патрона).
Обработку вала, который имеет несколько ступіней, можно выполнить по разным вариантам (рисунок ниже). Обработку трехступенчатого вала (ступіні вала А, Б й В) можно выполнить по схеме
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.