9. Технологія виготовлення деталей
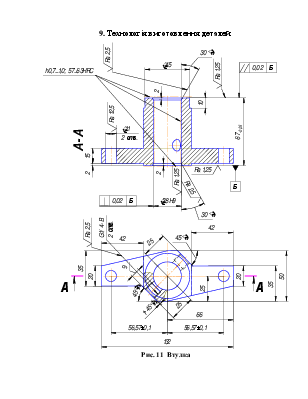
 Рис. 11 Втулка
Рис. 11 Втулка
9.1 Технологічний розділ креслення
У результаті технологічного контролю креслення втулки виявлене наступне: на кресленні проставлені всі розміри, необхідні для виготовлення деталі;
шорсткість всіх поверхонь деталей проставлена у відповідності ДЕРЖСТАНДАРТ 2789-73 / СТ СЭВ 638-77/;
допуски й граничні відхилення розмірів наведені відповідно до ДЕРЖСТАНДАРТ 25346-82 /СТ СЭВ 145-75/ і ДЕРЖСТАНДАРТ 25347-82 /СТ СЭВ 144-75/;
допуски форми й розташування поверхонь проставлені відповідно до ДЕРЖСТАНДАРТ 24643-81 /СТ СЭВ 636-77/;
вимоги до точності виготовлення поверхонь втулки, відповідають вимогам, пред'явленим до шорсткостей цих поверхонь.
9.2 Аналіз службового призначення деталі й умов її роботи у вузлі. Визначення класу в деталі
Відсутність складального креслення вузла, у який входить втулка й даних про службове призначення виробу утрудняє точне визначення призначення деталі. Але, розглядаючи її конфігурацію й габарити, можна припустити, що деталь є деталлю гідросистеми, імовірно лопатою гідродвигуна. Поперечні розміри перетинів деталі вказують на те, що вона випробовує при роботі помірні навантаження поперек основного отвору (28Н9 .
Втулка ставиться до класу «некруглі стрижні» [2] і ймовірно є частиною багатоланкового механізму й виконує роль важеля.
Поверхнею (28Н9 вона встановлюється в корпусі або у втулці, що має відповідний валик або вісь.
В 2 отвори (11 установлюються 2 гвинти М10, якими втулка кріпиться в корпусі . 2 отвору G1/4 очевидно використаються для установки фітингів, що підводять робочу рідину -масло до порожнин пневмодвигуна.
При виготовленні втулки особливу увагу варто звернути на обробку точного отвору (28Н9 й 2 поверхонь, пов'язаних з ним допусками розташування . Очевидно, щоб витримати перпендикулярність не більше 0,02 мм, необхідне застосування спеціальних верстатів і пристосувань.
Втулка виготовляється з легованої сталі 20Х ДЕРЖСТАНДАРТ4543-71, застосовуваної для виготовлення середньонавантажених деталей з наступним хімічним складом і механічними характеристиками [5, т. 2, с. 370]:
Таблиця хімічного складу
стали 20Х.
|
Марка |
Масова частка елемента у відсотках |
||||||
|
сталь 20Х |
Вуглець C, % |
Кремній Si, % |
Марганець Mn, % |
Хром Cr, % |
Фосфор Р, % |
Нікель Ni, % |
Сірка S, % |
|
0,17-0,23 |
0,17-0,37 |
0,5- 0,8 |
0,7-1 |
<0,035 |
<0,3 |
0,035 |
|
Таблиця 3.
|
Марка стали |
Межа міцності при розтяганні, кгс/мм2 (МПа) |
Межа міцності при вигині, кгс/мм2 (МПа) |
Твердість по Бринелю НВ, % |
Відносне подовження (звуження), % |
|
Сталь 20Х |
78 (780) |
80 (800) |
179 |
11 (40) |
9.3. Визначення типу й форми організації виробництва
Визначення типу виробництва є важливим етапом для прийняття обґрунтованих рішень при виконанні всіх наступних конструкторських і технологічних рішень.
Тип виробництва - це класифікаційна категорія виробництва, виконувана за ознаками широти номенклатури, регулярності, стабільності й обсягу випуску продукції (ДЕРЖСТАНДАРТ 14.004-83).
Однієї з основних характеристик типу виробництва є коефіцієнт закріплення операцій (Кз. о.).
Кз. про показує відношення числа всіх різних технологічних операцій, виконуваних або підлягаючому виконанню підрозділом протягом місяця, до числа робочих місць, тобто Кз. про характеризує число різних технологічних операцій, що доводяться на одне робоче місце підрозділу на місяць.
Кз. про = 
![]() ,
,
де ![]()
 - сумарне число різних
операцій;
- сумарне число різних
операцій;
 - сумарне число різних робочих місць.
- сумарне число різних робочих місць.
Відповідно до ДЕРЖСТАНДАРТ 14.004-74 установлені наступні значення Кз. про й відповідно типи виробництва:
Кз. про = 1 для масового виробництва;
1<Кз. про ![]() 10 для крупносерийного
виробництва;
10 для крупносерийного
виробництва;
10< Кз. про ![]() 20 для средньосерийного
виробництва;
20 для средньосерийного
виробництва;
20< Кз. про ![]() 40 для дрібносерійного виробництва;
40 для дрібносерійного виробництва;
Для умов одиничного виробництва Кз. про не нормується й установлюється більше 40.
Т. к. визначити тип виробництва даним шляхом не представляється можливим, тому доцільно на цьому етапі користуватися табличними методами з наступним його уточненням у ході технологічного проектування по Кз. про, або за коефіцієнтом серійності (Кс), щохарактеризує виробництво, по величині завантаження встаткування:
Кс = Фд/(NТшт.ср.),
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.