Оборудование такого стана в соответствии с его технологическим назначением делится на следующие основные группы: участок нагревательных методических печей, черновая группа клетей, чистовая группа клетей, устройства и механизмы смотки и упаковки рулонов, вспомогательное оборудование.
Исходным сырьем служат, как правило, литые слябы, поступающие на склад печного участка / из отделения непрерывного литья заготовок конвертерного цеха. Заготовки на загрузочных тележках подаются со склада на вход печного участка 2, оборудованного подъемными столами со сталкивателями и весами для взвешивания слябов, которые сопряжены с загрузочным рольгангом входного района печей. После взвешивания слябы по загрузочному рольгангу транспортируются на вход печей, где с помощью механизма сталкивателя загружаются в их рабочее пространство. После нагрева слябы специальными приемниками извлекаются из печей на приемный рольганг стана и подаются к черновой группе клетей 3. Компоновка черновой группы клетей разнообразна и содержит одну — две реверсивные клети и три — четыре непрерывные клети. У наиболее современных станов последние
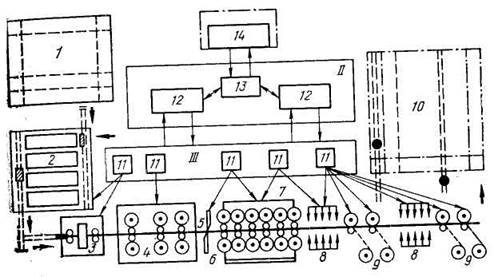 |
Рис. 9. Структурная схема автоматизированного широкополосного стана горячей прокатки:
1—111 — верхний, средний и нижний уровни автоматизации; 1 — склад сля-Ч5ов; 2 — нагревательные печи; 3 — реверсивная черновая группа клетей; 4 — непрерывная черновая группа клетей; 5 — промежуточный рольганг; 6 — летучие ножницы; 7 — непрерывная чистовая группа клетей; 8 — система охлаждения полосы; 9 — моталки, механизм для уборки, маркировки и упаковки рулонов; /0 — склад рулонов; 11 — локальные системы и микропрограммные автоматы для регулирования технологических параметров и положения механизмов стана; 12 — ЭВМ оптимизации и регулирования технологических параметров; 13 — ЭВМ сбора и обработки информации в начальной •настройки; 14 — ЭВМ планирования и учета продукции клети объединяются в непрерывную группу с одновременной прокаткой сляба во всех клетях. В процессе прокатки окалина сбивается водой высокого давления.
В состав чистовой группы клетей 7 входят: семь — восемь четырехвалковых клетей, чистовой окалинолома-тель, летучие ножницы 6 с механизмом уборки обрези, установка гидросбива окалины, механизмы перевалки валков и другое оборудование 8, 9. Клети черновой группы обеспечивают получение из сляба раската заданной Ширины и толщины, реализуя следующий набор технологических операций: взламывание печной окалины и калибровку сляба по ширине, исходя из соотношение ширины исходного сляба и готовой полосы; сбив водо{ печной окалины; обрезку передних и задних концов получаемого раската.
В чистовых клетях путем последовательных обжатий раската формируются окончательные геометрические размеры, прочностные свойства, структура и распределение зерна по сечению полосы. Из чистовой группы полоса по отводящему рольгангу, оборудованному системой водяного охлаждения полосы, поступает на моталки, где сматываются в рулоны, которые обвязываются, взвешиваются, маркируются и транспортируются на склад последующих переделов 10.
Даже из такого упрощенного описания видно, что в такой технологической линии реализуется широкий набор разнообразных операций, протекание которых носит различный характер. Так, операции по обработке одного и того же сляба представляют временную последовательность. Вместе с тем, так как на линии одновременно обрабатывается несколько слябов (нагрев, пропуски в черновой группе, прокат в чистовых клетях, охлаждение, смотка), то для обеспечения высокой производительности всей линии, высокого качества продукции и экономии ресурсов, прежде всего необходимы организация, синхронизация и координация.
Организация — комплекс операций по планированию технологического процесса, обеспечивающий эффективную загрузку оборудования и выполнение плановых заданий с максимальной скоростью. Применительно к стану это решение оперативных вопросов о рациональных моментах перехода при прокатке с сортамента на сортамент, исходя из необходимости и с учетом трудоемкости перенастройки оборудования (переход на новый тепловой режим в методических печах, перевалка валков в клетях и т. п.).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.