1. ДЛЯ ОСНОВНЫХ ИНФОРМАЦИОННЫХ ФУНКЦИЙ
1 — сбор, первичная переработка и хранение технологической информации, косвенное измерение параметр ров, технологического процесса, сигнализация состояний; параметров технологического процесса, расчет технико-экономических показателей, подготовка информации для других систем, регистрация параметров управляемого процесса;
2 — контроль и регистрация отклонений параметров процесса;
3—анализ срабатываемых блокировок и защит;
4 — диагностика и прогнозирование хода процесса;
5 — диагностика технических средств;
6 — оперативное отображение и рекомендации по ведению процесса;
7— автоматический обмен с вышестоящей системой.
2. ДЛЯ ОСНОВНЫХ ФУНКЦИЙ УПРАВЛЕНИЯ, РЕАЛИЗУЕМЫХ ОТ ЭВМ
1 — регулирование отдельных технологических параметров;
2 — однотактное логическое управление;
3 — каскадное регулирование;
4 — многосвязное регулирование;
5 — выполнение программных и логических операций дискретного управления;
6 — оптимальное управление стационарными режимами;
7 —оптимальное динамическое управление; ■
8 — оптимальное управление с адаптацией.
3. ДЛЯ ОСНОВНЫХ СПОСОБОВ УПРАВЛЕНИЯ ОБЪЕКТОМ И РЕЖИМОВ РАБОТЫ ЭВМ
1 —управление осуществляется оператором, информационно-советующий режим;
2—комбинированное управление, режим централизованного управления устройствами локальной автоматики;
3 — прямое цифровое управление, режим централизованного управления исполнительными устройствами;
аналого-цифровое (гибридное) управление, режим централизованного управления исполнительными устройствами.
4. Для показателя «условной» информационной мощности (числа точек контроля и управления)
01—до 150 точек; 02 —до 250; 03 —до 350; 04 —до 450; 05 —до 550; 06 —до 650; 07 — до 750; 08 —до 850; 09 —до 950; 10 —до 1500; 20 —до 2500; 30 —до 3500| 40 —до 4500; 50 —до 5500; 60 — 6500; 70 —до 7500; 80 —до 8500; 90 —до 9500; 99 —до 10050 точек.
5. Для характера протекания управляемого технологического процесса
0 — непрерывный процесс с непрерывными потоками материалов и энергии;
1 — непрерывный процесс с прерывистыми потоками материалов и энергии;
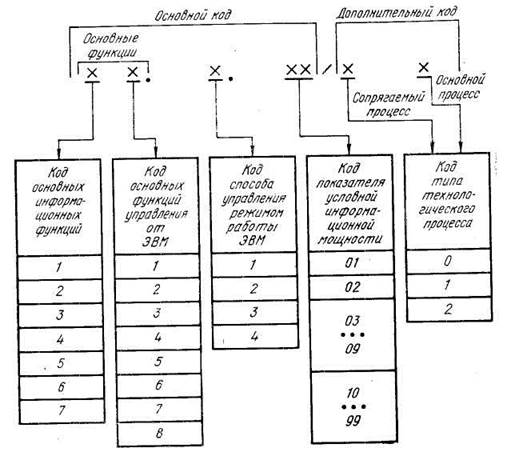
Рис. 13. Структура кодирования Д.СУТП
2 — дискретный процесс с прерывистыми потоками материалов и энергии.
Первые две характеристики отражают степень функциональной развитости АСУ ТП в части информационных и управляющих процедур. Уровень автоматизации информационных и управляющих процессов находит свое отражение в третьей характеристике.
Оценкой «информационной мощности» чаще всего служит число технологических и производственных переменных, измеряемых или контролируемых рассматриваемой системой.
Тип технологического процесса определяется продолжительностью пребывания его в неустановившемся (переходном) и установившемся состояниях. По этому признаку все технологические процессы укрупнено можно разделить на три класса: дискретные, непрерывные и непрерывно-дискретные. Последний тип процессов наиболее характерен, как уже указывалось (см. п. 1), для металлургического производства.
Пример классификатора, базирующегося на рассмотренных характеристиках, приведен на рис. 13. Классификация АСУ ТП по предлагаемым признакам позволяет каждой системе присвоить самостоятельный код, т. е. отнести ее к соответствующим группам систем.
Например, АСУ ТП 46.2.02/02 означает систему с информационными функциями, обеспечивающими диагностику и прогнозирование хода процесса и состояние оборудования, и оптимальным управлением установившимся режимом технологического процесса, а также комбинированным супервизорным управлением при информационной мощности до 250 точек контроля и регулирования. Основным процессом является дискретный с прерывистыми материальными потоками.
Естественно, что рассматриваемый пример не охватывает всех особенностей, присущих АСУ ТП агрегатов черной металлургии. В процессе автоматизации и исследований новых объектов управления выявляется и обосновывается необходимость учета той или иной характеристики в зависимости от степени ее значимости как меры общности и различия систем.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.