Прибыльные надставки, устанавливают на расширяющиеся к верху изложницы они могут быть стационарными и плавающими.
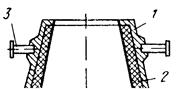
1 – Чугунный каркас, 2 – Футеровка, 3 – Цапфы.
Рисунок 23 – Прибыльная надставка.
Футерованные или теплоизоляционные вкладыши надставок замедляют охлаждение верха слитка, что способствует выводу сюда усадочной раковины. Для уменьшения головной обрези слитков применяют стационарные надставки с теплоизоляционными вкладышами. Они имеют стальной или чугунный корпус с вертикальными стенками, для удобства крепления вкладышей, заменяемой после каждой разливки. Вкладыши изготовлены из песка с добавкой бумажных отходов (глины и связующих из асбестита со связующими). В связи с низкой теплопроводностью вкладышей эти надставки по сравнению с футерованными имеют меньшую высоту и объем. При использовании футерованных надставок величина головной обрези слитков снижается на 2 – 5 %.
3.6 Участок стрипперования слитков, охлаждения чистки и смазки изложниц.
Выплавляемую сталь на сталеплавильном участке разливают в изложницы. Все операции, связанные с подготовкой изложниц под разливку осуществляют в печном пролёте. Необходимое количество изложниц для разливки стали размещаются в разливочной канаве.
Промежуточное устройство. При разливке сверху для уменьшения кинетической энергии струи металла, попадающей в изложницу, между сталеразливочным ковшом и изложницей устанавливают промежуточную воронку, устанавливаемую на изложницу.
После окончания разливки и затвердевания слитков, изложницы подаются на участок стрипперования. после снятия надставок, центровых и подрыва слитков они вместе с изложницами устанавливаются на площадку для окончательного затвердевания.
Подрыв слитков осуществляется специальным мостовым краном, снабжённым специальными клещами. При подрыве слитков изложница прижимается к поддону большими клещами, имеющими для этого специальные выступы, а малые клещи захватывают слиток за прибыльную часть и поднимают его. Участок стрипперования оборудован типовыми двух операционными кранами с электроприводами. Сила выталкивания стрипперных кранов составляет 1,75 МН. Кроме освобождения (раздевания) слитка от изложницы и поддонов стрипперный кран выполняет и другие подъемно – транспортные операции.
Участок охлаждения изложниц. Представляет собой отдельный участок, на котором установлена выкатывающаяся решётка. После загрузки изложниц решётку она закатывается под свод, установленный над площадкой. В качестве охладителя применяют воду и воздух, забор которого ведётся с улицы. Охлаждение длится около 20 мин. Применение комбинированного охлаждения (изложница сначала охлаждается на воздухе, а затем водой. Такое охлаждение происходит в летнее время. В зимнее время года охлаждение происходит наоборот.) имеет достоинство; если при охлаждении только водой в изложнице могут появиться трещины, и как следствие уменьшение их долговечности.
Технология плавки стали в дуговой печи определяется составом выплавляемой стали и предъявляемыми к ней требованиям, а также качеством шихты. Существует две разновидности плавки легированной стали: плавка на углеродистой (свежей) шихте и плавка переплавом легированных отходов.
Углеродистая шихта характеризуется повышенным содержанием углерода, фосфора, серы и отсутствием или незначительным количеством легирующих элементов. Для передела такой шихты в качественную сталь требуется проведение специального окислительного периода, в течение которого окисляются углерод, фосфор и некоторые сопутствующие элементы: кремний, хром, марганец, ванадий и др. Наличие окислительного периода является характерной особенностью технологии плавки на свежей шихте, поэтому её называют ещё плавкой с полным окислением.
Плавка высококачественной стали на свежей шихте включает следующие этапы:
1) подготовка шихтовых материалов,
2) подготовка печи к плавке,
3) загрузка шихты,
4) период плавления,
5) окислительный период,
6) восстановительный период.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.