Таким образом, технологический процесс торкретирования в основном сводится к набрызгиванию с помощью сжатого воздуха пластичной или слегка увлажненной массы, обладающей клеящей или вяжущей способностью. Нанесенные слои массы образуют футеровку, которая может иметь любую толщину и служить как в безобжиговом, так и в обожженном виде. Слои, нанесенные торкретированием, обжигают (спекают) прокаливанием разогретым графитовым шаблоном или непосредственно при плавке путем теплопередачи от массы расплавленного металла к стенкам футеровки. Нанесение слоев торкретированием применяют, как правило, для изготовления футеровки в печах большой емкости.
Послойную наварку футеровки путем трамбования производят с применением разъемных графитовых шаблонов разных диаметров. После набивки первого слоя он спекается от накаленного графитового шаблона. Через 2—4 ч первый графитовый шаблон вынимают и устанавливают второй шаблон с меньшим диаметром и снова набивают и спекают очередной слой. Размеры последнего шаблона определяют объем плавильного пространства печи.
Этот способ позволяет применять чистые высокоогнеупорные материалы, особенно для наварки последнего рабочего (контактного) слоя. В США этим способом изготавливали из чистой плавленой магнезии без добавления минерализаторов и связующих добавок футеровку печей емкостью до 500 кг.
Футеровка, изготовленная методом наварки слоев, отличается высокой огнеупорностью, химической чистотой и позволяет выплавлять специальные сплавы.
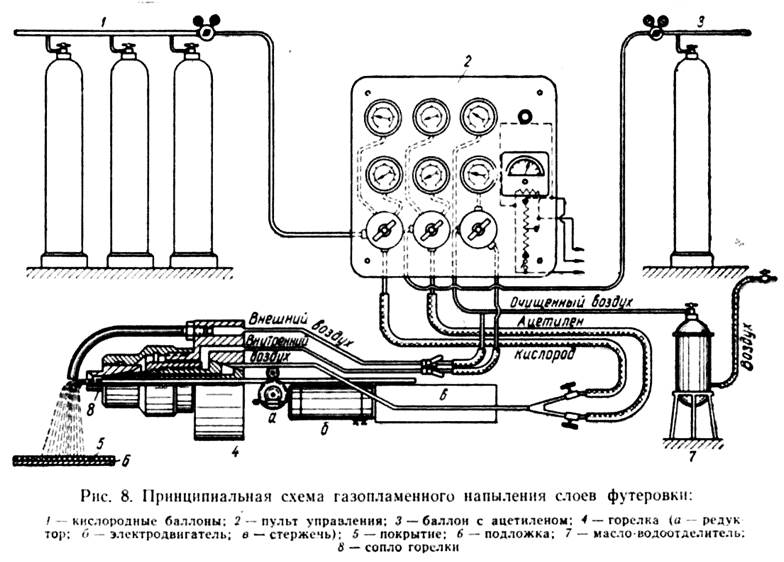
Газопламенное и плазменное напыление слоя на футеровку, предварительно изготовленную любым методом, позволяет наносить рабочий (контактный) слой любой толщины от 0,1 мм и выше из чистых огнеупорных материалов: окислов (А12О3, ZrО2, MgO и др.), сложных соединений окислов типа шпинелей (MgAl2O4), шпинелидов [MgO(Cr, Al, Fe)2О3], безокисных соединений (карбидов, нитридов, силицидов и др.), керметов разных составов и др. [17]. Методы газопламенного и плазменного напыления широко освоены как в СССР, так и за границей для защитных покрытий на конструкционных материалах (металлах, керамике, пластмассах, графите и др.), работающих в условиях высоких температур и газовой коррозии и эрозий. Принципиальная схема газопламенного напыления приводится на рис. 8.
Метод напыления позволяет сделать химически чистую и высокоогнеупорную контактную поверхность футеровки. Напыление того или иного высокоогнеупорного материала можно производить, сообразуясь с марками выплавляемого металла. Таким образом, за одну кампанию можно на поверхность футеровки неоднократно наносить защитные покрытия из любого материала, что увеличивает срок службы футеровки и позволяет плавить различные по химическому составу металлы.
Глава IV
Современная промышленная технология изготовления огнеупорной набивной футеровки
Промышленный опыт изготовления и эксплуатации футеровки индукционных тигельных сталеплавильных печей показывает, что лучшие результаты достигаются при набивке футеровки методом трамбования слегка увлажненных (полусухих) и сухих масс. Набивка производится пневматическим трамбованием при давлении воздуха 4—6 ат. В виде исключения для малых печей допускается набивка ручной трамбовкой.
Наряду с правильным выбором метода изготовления футеровки и использования соответствующих огнеупорных материалов, свойства которых были описаны выше, большое значение имеет также тщательная предварительная подготовка печи, которая должна предшествовать изготовлению футеровки.
1. Подготовка печи перед изготовлением футеровки
Примерная последовательность предварительной подготовки индукционных тигельных печей перед набивкой футеровки сводится к следующему.
Прежде всего проверяют исправность каркаса и механизмов печи в соответствии с существующими в цехе положениями. Затем под подину укладывают плиту. Плиту изготавливают из нормального кирпича так, чтобы в швы не просыпалась порошкообразная футеровочная масса. Обычно плиту делают из шамотного кирпича. Иногда для основной футеровки применяют магнезитовый кирпич. Применяют также заранее изготовленные фасонные шамотные плиты.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.