Контактную поверхность стенок тигля делают гладкой, без пустот и раковин. После спекания она должна быть слегка покрыта глазурью. Спекание стенок тигля в процессе эксплуатации замедленно. Обязательно для всей кампании службы тигля наличие буферного, неспек-шегося (порошкообразного) слоя, предупреждающего образование сквозных (по всей толщине) трещин и проникновение жидкого металла к виткам индуктора.
4. Огнеупорная футеровка должна обладать устойчивостью к коррозии и эрозии при длительном воздействии расплавов металла и шлака. Она не должна размываться в условиях индукционного (фонтанирующего) перемешивания и металлостатического давления столба металла, а также сильно зарастать, так как в этом случае уменьшается объем плавильного пространства, а следовательно, сокращается производительность печи и увеличивается расход электроэнергии на плавку металла.
5. Тигель следует делать конической формы, чтобы обеспечить равномерно распределенное гидростатическое давление и равномерный износ стенок. Он должен быть достаточно механически прочным как при обычных, так и при высоких температурах, чтобы противостоять механическим ударам при загрузке твердой металлической шихты разных габаритов и при осаждении образующихся в процессе плавки «мостов».
6. Стенки футеровки нужно изготавливать возможно более тонкими, так как по мере их утолщения ухудшается электрическая характеристика печи. Толстая футеровка препятствует магнитному замыканию, увеличивает расход электроэнергии и продолжительность плавки. Слишком тонкие стенки могут уменьшать ее механическую прочность. Поэтому вопрос толщины стенок следует решать с учетом всех условий службы тигля.
7. Тигель должен быть стойким в отношении возникающих термических напряжений, которые вызываются большим температурным градиентом, достигающим 300 °С на 1 см толщины стенок, обладать термостойкостью и выдерживать многократную смену температур при нагреве и охлаждении.
8. Стенки тигля должны иметь возможно малую теплопроводность, чтобы обеспечивать теплоизоляцию и сократить потери тепла.
9. Коэффициент термического расширения при рабочих температурах должен обеспечивать наименьшие объемные изменения монолитной набивной футеровки.
10. Электропроводность как при низких, так и при высоких температурах должна быть минимальной. В противном случае увеличивается непосредственное генерирование тепла в стенках тигля от индуктированных в них токов и возрастает опасность короткого замыкания.
11. Технология изготовления футеровки и уход за ней должны обеспечивать высокую ее стойкость, минимальное количество засоров и неметаллических включений в выплавляемом металле. Ценность футеровки состоит не только в продолжительности ее службы, но и в том, чтобы поддерживать стабильность металлургического процесса при выплавке металла высокого качества.
5. Методы набивки футеровки
В настоящее время в практике изготовления футеровки индукционных тигельных печей используют четыре метода, каждый из которых имеет свои преимущества и недостатки. Для всех четырех методов характерным является то, что футеровка оконтуривается с внутренней стороны витками индуктора, а с наружной стороны — шаблоном при набивке или огнеупорными изделиями при кладке. Принципиальная схема устройства футеровки индукционной тигельной печи, характерная для всех методов, была показана на рис. 5.
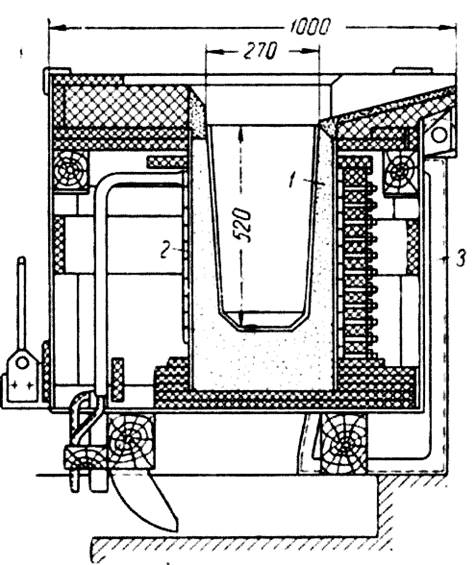
Рис. 5. Схема устройства набивной футеровки: 1 — набивной тигель; 2 — индуктор; 3 — кожух печи; 4 –– воротник, соединяющий тигель с верхней плитой и леточной керамикой; 5 –– леточная керамика (носок), которая служит для направления струи жидкого металла при сливе его из тигля в изложницу; 6 –– сигнализатор, контролирующий состояние футеровки печи. Принцип его работы заключается в следующем. При значительном износе стенок тигля сопротивление падает ниже установленного опытным путем в процессе нагрева
Набивка по шаблону непосредственно в печи
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.