3 СПЕЦИАЛЬНАЯ ЧАСТЬ
3.1 Комплекс мероприятий для улучшения работы отделения подготовки лома
Металлургические комбинаты, привыкшие диктовать правила игры и потребителям металла, и металлоторговцам, почувствовали себя очень неуютно, когда их производство в частности и существование вообще стало зависеть от поставщиков лома черных металлов. В последние годы наблюдается резкий рост цен на лом черных металлов, что связано с уменьшением роста металлообразования в стране к уровню 90-х годов на 50%. Это объясняется, снижением потреблением стали более в 4 раза в стране и большая часть произведенной продукции уходит зарубеж.
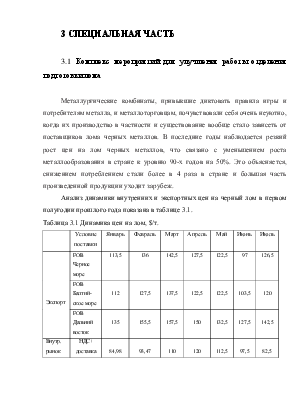
Анализ динамики внутренних и экспортных цен на черный лом в первом полугодии прошлого года показана в таблице 3.1.
Таблица 3.1 Динамика цен на лом, $/т.
|
Условие поставки |
Январь |
Февраль |
Март |
Апрель |
Май |
Июнь |
Июль |
|
|
Экспорт |
FOB Черное море |
113,5 |
136 |
142,5 |
127,5 |
122,5 |
97 |
126,5 |
|
FOB Балтий-ское море |
112 |
127,5 |
137,5 |
122,5 |
122,5 |
103,5 |
120 |
|
|
FOB Дальний восток |
135 |
155,5 |
157,5 |
150 |
132,5 |
127,5 |
142,5 |
|
|
Внутр. рынок |
НДС+ доставка |
84,98 |
93,47 |
110 |
120 |
112,5 |
97,5 |
82,5 |
Переработка металлолома – это подготовка вторичных металлов к переплаву. Его качественные характеристики, т. е. химический состав, плотность, размерность, минимальная допустимость вредных веществ, диктуют потребители – металлурги. Их заказ обусловлен также рядом фактических обстоятельств: видом плавильных агрегатов, размерами плавильного пространства, видом и качеством выплавляемых сплавов. Но практически для всех без исключения плавильных агрегатов два свойства металлолома являются важнейшими и общими: это размерность и плотность переработанного металлолома. Поэтому эти параметры (габариты и плотность) фиксируются в технических условиях и стандартах. Они же являются базой, относительно которой строится шкала цен на металлолом. Таким образом, эти параметры, а следовательно и оборудование, которое традиционно применяется для достижения поставленных целей, в сильной степени влияют на цену металлолома, а также на экономическую эффективность (прибыльность) и предприятия переработчика лома, и конечного покупателя – металлурга.
В настоящие время скрап база цеха 52 находится на низком техническом уровне. Подготовка лома осуществляется только резкой негабаритного лома в ручную – газоэлектросваркой. Из-за легковесности шихты продолжительность завалки увеличилась до 6-8 часов.
Ответы на поставленные вопросы во многом диктуют требования и предпосылки для определения типа и мощности машины для переработки лома: идет речь о габаритном или негабаритном ломе; каково их количественное соотношение; действительные размеры и свойства лома (типы); как количество материала распределено во времени? При этом материал, имеющий особые размеры и свойства (железнодорожные вагоны и конструкции, особо крупногабаритные и тяжелые конструкции), которые составляют незначительный процент по отношению к основной массе металлолома, не должны определять процесс переработки, а также мощность ломоперерабатывающей машины. Нужно избегать лишних инвестиционных затрат и мощностей. Как правило, максимальные размеры по толщине подлежащего переработке лома не превышают для: кругляка (целиком) 120 мм четырехгранника (целиком) 100 мм листового лома в разрезе 80900 мм двойного T_профиля до NP 400
Что делать с "жестью", мелким ломом, канатами и материалом толщиной до 15 мм? Перерабатывать этот материал так же, как и материал толщиной в 100 мм? Это было бы невыгодно. Процесс переработки определяет насыпную плотность подготовленного лома. Металлурги требуют минимальную насыпную плотность лома в 700 кг/м3. Чем выше насыпная плотность, тем лучше. На практике насыпной вес составляет от 800 до 1,400 кг/м3, а при чистосортном листовом ломе – до 3,600 кг/м3.
Резка лома ножницами представляет собой самый распространенный способ переработки черного лома и применима для разных размеров материала. Загруженный, для резки ножницами материал, как правило, двумя процессами прессования сначала уплотняется до размеров камеры прессования и затем цилиндром подачи продвигается в продольном направлении к ножам гильотины. Перед ножницами гильотины находится прижим, который зажимает и сдавливает поданный материал в вертикальном направлении, обеспечивая чистоту реза. Длина хода подачи регулируется и определяет длину резки. Она может составлять от 300 до 700 мм. Чем меньше длина резки, тем выше насыпной вес, но при этом производительность переработки в час падает. С помощью различных типов ножниц можно перерабатывать от 7–9 до 45–55 т/час лома.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.