Для фасонного точения профильных канавок (см. табл.3.9, поз. 2) с помощью бокового суппорта используют резцы, работающие в радиальном направлении, которые закрепляют в державке с призматическим зажимом (рис. 3.54, г). Форма заготовки формируется задней поверхностью резца, поэтому его следует затачивать только по передней поверхности. Наряду с призматическими фасонными Резцами для обработки профильных фасонных канавок применяют круглые фасонные резцы, работающие с радиальной подачей (рис. 3.54, д). Обрабатываемый профиль при этом формируется периферией резца. Инструмент затачивают только по передней грани и профиль его остается неизменным. Можно проводить большое число переточек, фасонные резцы используют для обработки значительной серии деталей.
Каретки для продольного точения (рис. 3.55, а) применяют на обдирочных и окончательных операциях обработки при соблюдении жестких допусков (см. табл. 3.9, поз. 3). Каретки, смонтированные на боковых суппортах, получают движение осевой подачи от продольного суппорта (через систему рычагов). Боковой суппорт к началу операции перемещает приспособление в рабочее положение, во время осевого движения инструмента он остается в этой позиции, затем вновь отводит рычаг от заготовки. Далее суппорт отводится продольными салазками в исходное положение.
Поперечный подрезной суппорт (рис. 3.55, б) используется для точения торцовых поверхностей и вытачивания внутренних канавок (см. рис. 5.9, поз. 4). Приспособление передвигается продольными салазками в рабочее положение и выполняет (при поперечном движении) рабочую операцию, а каретка удерживается в осевом положении. Обратный ход при прорезных операциях должен осуществляться сначала в радиальном, а затем в осевом направлении, при поперечном точении он может происходить одновременно в двух направлениях, так что на поверхности детали не возникает следов при отводе инструмента.
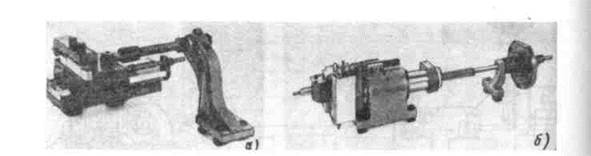
Рис. 3.55. Устройства для дополнительной подачи резца: а — для продольного точения; б — для подрезки и поперечного точения
Для точения конусов с большими углами наклона (см. табл. 3.9, поз. 5) на боковом суппорте устанавливаются приспособления, работающие по принципу суппорта для продольного точения.
Для точения эксцентрично расположенных элементов детали применяется метод, при котором токарный резец выполняет возвратно-поступательное движение (см. табл. 3.9, поз. 6). При таком методе за одну установку можно обработать как центральные, так и эксцентричные участки детали. Возвратно-поступательное движение резца можно осуществить различными способами, например с помощью эксцентрика, вращающегося синхронно со шпинделем изделия. Эксцентрик передвигает крестовый суппорт, на котором расположен резцедержатель. Обычно такие приспособления устанавливают на боковом суппорте и работают фасонным резцом, имеющем только радиальную подачу.
Для осуществления продольного точения приспособление закрепляется на продольных салазках. Резцедержатель можно устанавливать непосредственно на двух одинаково вращающихся эксцентриках.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.