Аналогично предыдущим примерам вначале определим составляющие погрешности КИП (рис. 3.5).
Влияние зазора практически исключено, поэтому
![]() .
.
Влияние погрешности оправки будет определяться в основном только отклонением от прямолинейности образующей рабочей поверхности оправки и отклонением ее от круглости. Названые погрешности образуются при механической обработке. Будем считать, что такое влияние вызывает погрешность:
![]() мкм.
мкм.
Вторичное приспособление (раньше это был центровой прибор) отсутствует. Соответственно нет оснований для погрешностей, связанных с ним. Такое упрощение конструкции снижает погрешность КИП.
Как и ранее будем считать
![]() мкм;
мкм; ![]() мкм.
мкм.
Тогда суммарная погрешность будет
![]()
![]() мкм.
мкм.
Из этого следует, что рассмотренный вариант КИП (рис. 3.5) может быть использован для контроля радиального биения с допуском 20 мкм.
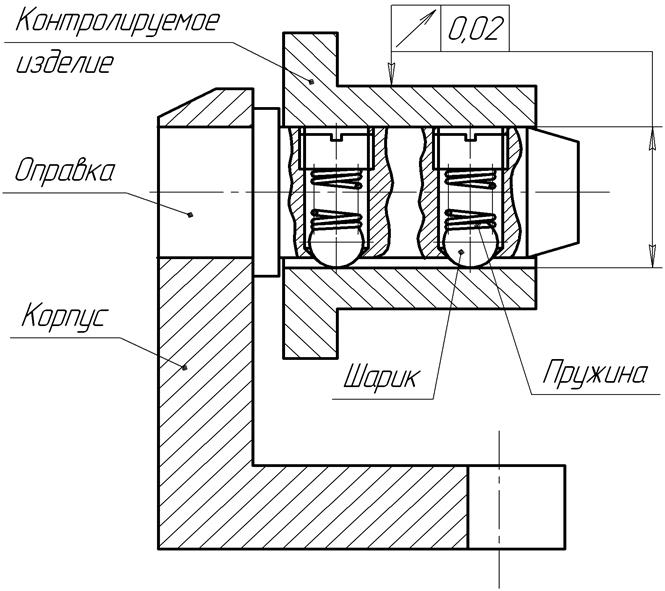
Рис. 3.5. Схема устройства с оправкой, оснащенной шариками,
для контроля радиального биения
4. В тех случаях, когда требования к точности КИП еще более высокие, можно предложить КИП, основанное на использовании аэростатической (пневматической) оправки (рис. 3.6).
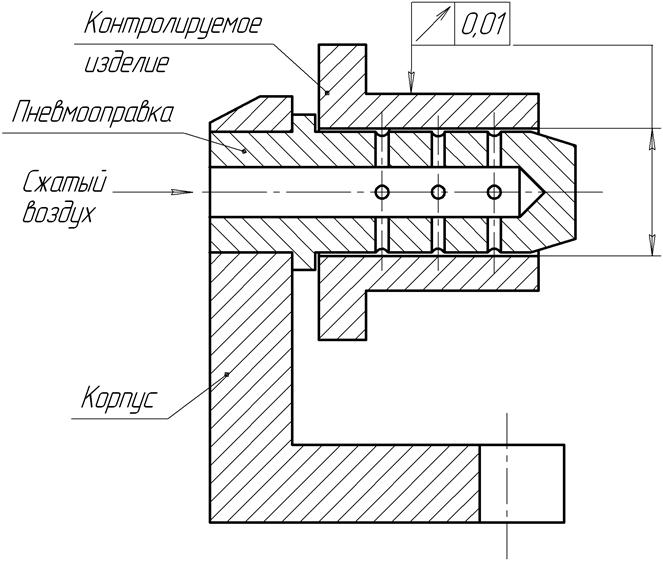
Рис. 3.6. Схема устройства с пневматической оправкой для контроля
радиального биения
Оправка имеет центральное отверстие, соединенное радиальными отверстиями (каналами) с рабочей цилиндрической поверхностью. На ней имеются кольцевые канавки, в которые выходят радиальные каналы. Через радиальные каналы сжатый воздух, подаваемый в центральное отверстие, выходит на рабочую поверхность. За счет соединения центрального отверстия каналами с кольцевыми канавками и зазора между оправкой и изделием, равного 0,1…0,2 мм, давление сжатого воздуха распределяется равномерно. Это обеспечивает самоцентрирование контролируемого изделия с высокой точностью относительно цилиндрической поверхности оправки. Тем самым имитируется и фактически обеспечивается соосное расположение прилегающих цилиндров рабочей поверхности оправки и базового отверстия изделия. Влияние точности формы этих поверхностей на погрешность измерений резко уменьшается. Будем считать, что погрешность, вызванная аэростатической оправкой, будет равна
![]() мкм.
мкм.
Для измерений воспользуемся той же рычажно-зубчатой головкой 2ИГ (ГОСТ 18833-75) с предельной погрешностью измерения, равной
![]() мкм.
мкм.
Погрешность, связанная с методикой измерений, в этом случае будет меньше за счет резкого снижения сил трения между оправкой и деталью. Она уменьшается в связи с повышением равномерности поворота изделия на аэростатической оправке при измерениях. Примем эту величину равной
![]() мкм.
мкм.
Суммарная погрешность КИП будет равна
![]()
![]() мкм.
мкм.
Для измерения радиального биения с допуском 10 мкм допустимая погрешность КИП будет равна
![]() мкм, где
мкм, где ![]() (табл. 3.1).
(табл. 3.1).
Из приведенных расчетов следует, что КИП, основанное на использовании аэростатической оправки, может применяться для измерений радиального биения с допуском 10 мкм.
4. РАЗРАБОТКА КОНСТРУКЦИИ
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОГО ПРИСПОСОБЛЕНИЯ
Эксплуатационные свойства КИП определяются не только правильным выбором метода и принципиальной схемы измерения, но и конструкцией приспособления в целом.
Большинство КИП предназначено для проверки точности выполнения размеров, формы и взаимного расположения поверхностей изделий.
Контрольные приспособления состоят из тех же элементов, что и станочные, с добавлением измерительных приборов.
Принципы конструирования КИП во многом совпадают с принципами конструирования станочных приспособлений. Основными особенностями разработки конструкции КИП по сравнению со станочными приспособлениями являются:
- более высокие требования к шероховатости и точности отдельных поверхностей и приспособления в целом (в 3…5 раз);
- существенно меньшие рабочие усилия, так как усилия при измерениях, как правило, меньше усилий при резании;
- значительно меньшие требуемые усилия закрепления изделий при контроле.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.