Для дробления стружки применяют конусные, молотковые и валковые стружкодробилки. Отличительной особенностью рассмотренных выше молотковых и валковых дробилок является наличие режущих кромок на дробящих устройствах. Конусная стружкодробилка (рис. 1.37) состоит из основания 5, конического и цилиндрического загрузочных корпусов 1 и 2, внутри которых закреплены конические и цилиндрические дробители 7 и 9. Ножевая головка 8, имеющая ряд дробителей 10, установлена на валу 6, смонтированном на опоре 5 и вращается через коническую передачу 11, редуктор и клиноременную передачу 3 от электродвигателя 4Стружка последовательно проходит зоны I — крупного, II — среднего, и III — мелкого дробления и по желобу выводится из дробилки.
По способу брикетирования стружки различают прессы холодного и горячего прессования. Наибольшее распростренение получили горизонтальные брикетировочные прессы усилием 2,5-12,5 МН, некоторые технические характеристики которых приведены ниже:
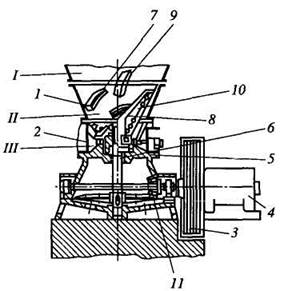
Рис. 1.37. Конусная стружкодробилка
Модель пресса Б-6234 В-6238 Б-6241
Усилие, МН 2,5 6,3 12,5
Размер стального брикета, мм диаметр 120 170 260
высота 30 80-120 150
Масса брикета, кг стального 2 13 45
чугунного 2,5 12 —
Производительность, т/ч, по стружке стальной 4,1 2,5-3,5 1-8
чугунной 1,5 4,0-4,5 —
Конструкция гидравлического пресса показана на рис. 1.38. На станине 18 закреплена передняя траверса 1, жестко связанная стальными болтами 4 с главным Ц и ускорительным 13 гидроцилиндрами перемещения пресс-штемпеля 19. По пресс-штемпелю с пресс-шайбой и направляющей втулке перемещаются подвижный контейнер 3 с трамбовками от механизмов перемещения цилиндров 16 с баком 15. Стружку подают в контейнер пресса лотковым вибропитателем 2 через приемный бункер в подвижный контейнер. Насосная станция, состоящая из бака 12, насосов 7-9, распределительных клапанов 5,10,11, маслоприводов 17, электродвигателей 6, установлена на автономном фундаменте. Цикл работы пресса показан на рис. 1.39.
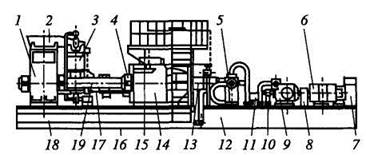
Рис. 1.38. Гидравлический брикетировочный пресс
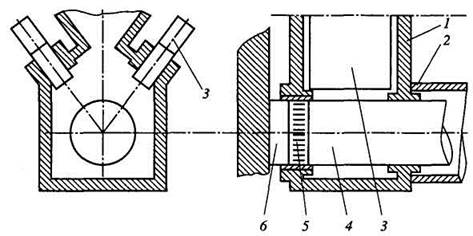
Рис. 1.39. Брикетировочный пресс
В контейнер 1 засыпается стружка. При этом контейнер прижимается гидроцилиндром 2 в крайнее левое положение. Первый этап уплотнения создают трамбовки 3, прессующие стружку в вертикальном направлении. Второй этап уплотнения осуществляет пресс-штемпель 4 под действием ускорительного привода, когда уплотненная масса проталкивается в матрицу 5. Брикет прессуется между пресс-шайбой пресс-штемпеля и пресс-шайбой 6 передней траверсы. Когда давление прессования агрегатами являются гидравлические ножницы для раздела лома:
Модель Н2335 Н2338 Н302 НО340 Н-1600
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.