







ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ.
ВВЕДЕНИЕ
В машиностроение широко применяется разнообразная технологическая оснастка. Затраты на ее изготовление и эксплуатацию составляют до 15-20% от себестоимости продукции, а стоимость и сроки подготовки производства в основном определяются величиной затрат труда и времени на проектирование и изготовление технологической оснастки. Наибольший удельный вес в общей массе оснастки имеют станочные приспособления.
Станочные приспособления применяют для установки заготовок на металлорежущие станки. Различают три вида станочные приспособления:
- специальные (одноцелевые, не переналаживаемые);
- специализированные (узкоцелевые, ограниченно переналаживаемые);
- универсальные (многоцелевые, широко переналаживаемые).
Обоснованное применение станочного приспособления позволяет получать высокие технико-экономические показатели. Трудоемкость и длительность цикла технологической подготовки производства, себестоимость продукции можно уменьшить за счет применения стандартных систем станочных приспособлений, сократив трудоемкость, сроки и затраты на проектирование. Производительность труда значительно возрастает за счет применения станочных приспособлений: быстродействующих с механизированным приводом, многоместных, автоматизированных, предназначенных для работы в сочетании с автооператором или технологическим роботом.
Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается за счет применения станочных приспособлений точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение станочных приспособлений позволяет снизить требования к квалификации станочников основного производства, объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
1.АНАЛИЗ ЧЕРТЕЖА ДЕТАЛИ
На чертеже представлена деталь-планшайба для токарного станка
Планшайба – это приспособление, крепящееся на шпиндель металлорежущего станка для закрепления на ней обрабатываемых деталей или инструмента. Для крепления на планшайбах имеются ряды резьбовых отверстий или Т-образные пазы. В соответствии с этим планшайбы должны обладать необходимой точностью и жесткостью для обеспечения требуемой точности обработки.
Исполнительными поверхностями планшайбы, обеспечивающими точность установки обрабатываемой детали, являются поверхности А и Б, Т-образные пазы, а также центральное отверстие Ø52.
2.1. ВЫБОР ОБОРУДОВАНИЯ
Фрезерование пазов выполняется на горизонтально-фрезерном станке модели 6Р83.
Наибольшие перемещения стола (мм) в направлении:
продольном...................................................................... 1000
поперечном........................................................................ 320
вертикальном........................................................................ 350
Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм:
наибольшее........................................................................ 450
наименьшее.......................................................................... 30
Размеры стола, мм..................................................................... Ø350
Длина обрабатываемой поверхности, мм...................................................................... 1000
Наибольшая масса обрабатываемой заготовки, кг........................................................................ 300
Частота вращения шпинделя, мин-1..................................................................... 31,5-1600
Подача стола, мм/мин:
продольная........................................................................ 25-1250
поперечная........................................................................ 25-1250
вертикальная....................................................................... 8,3-416,6
Скорость быстрого перемещения стола, мм/мин:
продольного...................................................................... 3000
поперечного...................................................................... 3000
вертикального...................................................................... 1000
Мощность электродвигателя привода шпинделя, кВт.......................................................................... 10
Общая мощность всех электродвигателей станка, кВт................................................................... 13,125
Габаритные размеры станка, мм:
длина...................................................................... 2565
ширина...................................................................... 2340
высота...................................................................... 1770
Масса станка, кг...................................................................... 3700
3. ВЫБОР РЕЖУЩЕГО ИНСТРУМЕНТА
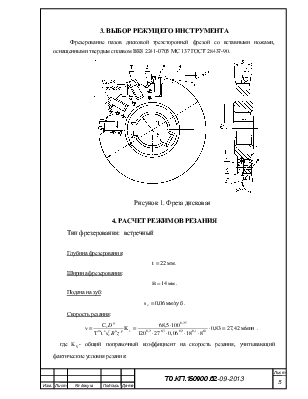
Фрезерование пазов дисковой трехсторонней фрезой со вставными ножами, оснащенными твердым сплавом ВК8 2241-0705 МС 137 ГОСТ 28437-90.
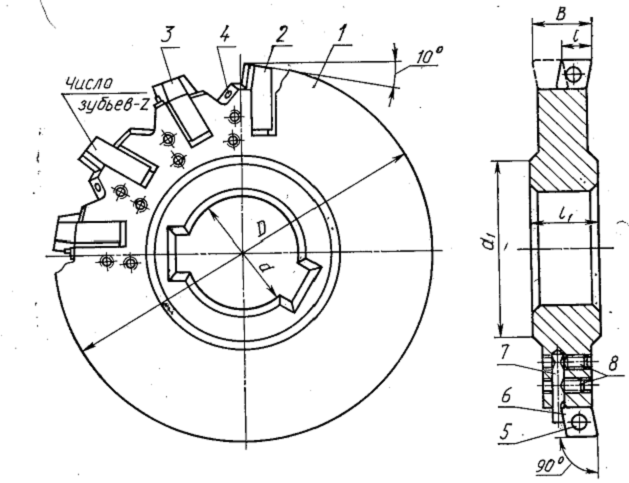
Рисунок 1. Фреза дисковая
4. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ
Тип фрезерования: встречный
Глубина фрезерования:
![]() .
.
Ширина фрезерования:
![]() .
.
Подача на зуб:
![]() .
.
Скорость резания:
 .
.
где ![]() - общий поправочный коэффициент на скорость резания,
учитывающий фактические условия резания:
- общий поправочный коэффициент на скорость резания,
учитывающий фактические условия резания:
![]() ;
;
где ![]() - коэффициент на обрабатываемый материал;
- коэффициент на обрабатываемый материал;
![]() - коэффициент на инструментальный материал;
- коэффициент на инструментальный материал;
![]() -
коэффициент, учитывающий состояние поверхности заготовки.
-
коэффициент, учитывающий состояние поверхности заготовки.
По рекомендациям принимаем:
![]() .
.
Частота вращения:
 .
.
По паспорту станка:
![]() ;
;
тогда:
![]() .
.
Силы резания:
 ;
;
где ![]() - коэффициент на обрабатываемый материал.
- коэффициент на обрабатываемый материал.
Величины остальных составляющих силы
резания: горизонтальной ![]() , вертикальной
, вертикальной ![]() , радиальной
, радиальной ![]() устанавливают
из соотношения с главной составляющей
устанавливают
из соотношения с главной составляющей![]() .
.
![]() ;
;
![]() ;
;
![]() .
.
Крутящий момент:
 ;
;
где ![]() - коэффициент, учитывающий фактические условия обработки.
- коэффициент, учитывающий фактические условия обработки.
Эффективная мощность резания:
 .
.
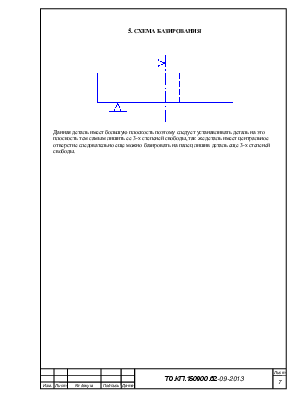
5. СХЕМА БАЗИРОВАНИЯ
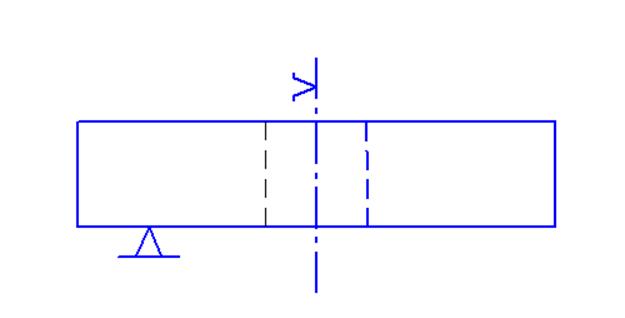
Данная деталь имеет большую плоскость поэтому следует устанавливать деталь на это плоскость тем самым лишить ее 3-х степеней свободы, так же деталь имеет центральное отверстие следовательно еще можно базировать на палец лишив деталь еще 3-х степеней свободы.
6. РАСЧЕТ СИЛЫ ЗАЖИМА
Для расчета силы зажима на схеме
фрезерования (рис. 2) необходимо показать силы, действующие на деталь и
составить статические уравнения для каждой оси:![]()
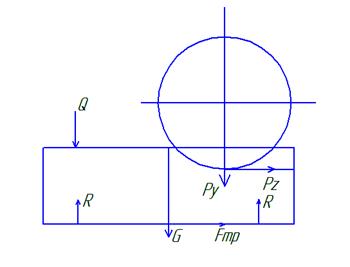
Рис. 2 Схема сил при фрезерования паза.
![]() ;
;
![]() ;
;
где Fтр – сила трения,
R – сила реакции опор,
Qр – расчетная сила зажима.
Так как Fтр = Rfтр, где fтр – коэффициент трения, можно записать:
 .
.
Чтобы обеспечить надежность зажима, расчетную силу зажима увеличивают на коэффициент запаса k = 1,5…2,5 в зависимости от условий обработки.
С учетом коэффициента запаса принимаем:
![]() .
.
Рассчитываем усилие QЦ необходимое для получения силы зажима Q.
 .
.
7. ВЫБОР СИЛОВОГО ПРИВОДА
В качестве силового привода выбираем пневмоцилиндр
8. РАСЧЕТ ПРИСПОСОБЛЕНИЯ НА ТОЧНОСТЬ
На точность обработки влияет часть технологических факторов вызывающих общую погрешность обработки, которая не должна превышать допуск на обрабатываемый размер.
![]()
где а - допуск на выполняемый размер (0,6 мм);
KT = 1;
КТ1 – коэффициент учитывающий уменьшение одного ряда значений; погрешностей базирования при работе на настроенном станке (0,83);
ɛб – погрешность базирования;
ɛз – погрешность закрепления ;
ɛр.п. – погрешность расположения приспособления;
ɛп – погрешность перекоса инструмента;
КТ2 – коэффициент учитывающий долю погрешностей обработки в суммарную погрешность, вызваемой факторами, не зависящими от приспособления ( 0,7);
ω- показатель экономической точности обработки (0,3 мм)
· Погрешность базирования
Погрешность базирования возникает из за несовпадения конструкторской
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.