[F1L] При повороте заготовки на один оборот, суппорт должен переместиться на величину шага винтовой линии нарезаемого колеса.
![]()
Шаг винтовой линии находится из развёртки косозубого колеса (Рис. 5.2):
![]()
где ![]() и
и ![]() – соответственно торцовый и
нормальный модули.
– соответственно торцовый и
нормальный модули.
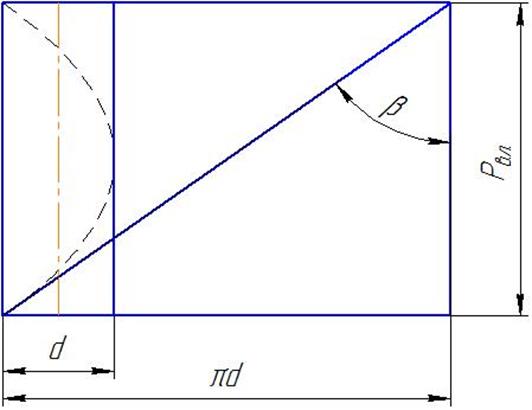
Рисунок 5.2 - Развёртка косозубого колеса
Запишем уравнение кинематической цепи:

Учтём, что ![]() и
и ![]()
Подставив все значения в уравнение, получим:



Проверяем полученные значения по универсальным условиям сборки гитар:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Расчёт степени точности колеса:
![]()

![]()
Степень точности колеса – 6.
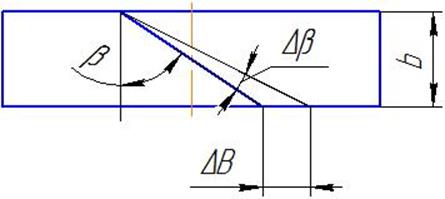
Рисунок 5.3 - Схема погрешности угла наклона зуба
[F2N] При встречном фрезеровании левого колеса, заготовка должна подворачиваться по часовой стрелке, а при попутном против.
Если фактическое направление подворота заготовки не совпадает с выше изложенным, то необходимо в гитаре дифференциала поставить (либо снять) паразитное колесо.
[V2] В данном станке органом настройки подачи является коробка подач.
Для настройки скорости сложного движения, необходимо настроить скорость одного элементарного движения входящего в его состав. Согласовываем вращение заготовки и вертикальную подачу: за один оборот заготовки фреза должна переместиться на величину вертикальной подачи.
Разложим подачу на две составляющие: окружную (Sокр) и вертикальную (Sв). Рис. 5.4
![]()
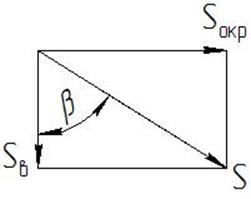
Рисунок 5.4 - Векторное разложение подачи
![]()
Запишем уравнение кинематической цепи:
![]()
Откуда получаем:
![]()
Подбираем ближайшее значение из 9 возможных:
![]()
Считаем погрешность настройки скорости:

[N2] Для изменения типа фрезерования (встречное или попутное) необходимо изменить направление подачи. Подачу реверсируют переключением муфт М13 и М14.
[L2] Путь данного исполнительного движения находится из зависимости (Рис. 5.5):
![]()
где ![]()
![]()
![]()
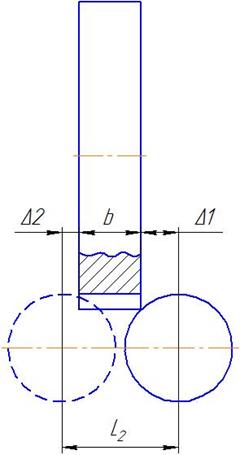
Рисунок 5.5 - Схема пути движения подачи
Путь настраивается специальными упорами, находящимися на станке.
[K2] Конечная точка настраивается при помощи упоров.
Настройка Уст (В4).
Внутренняя связь: круговые направляющие – суппорт
Внешняя связь: ФМ2 – 6 – L3 – K3 – 7
[L3]
Путь определяется углом поворота суппорта фрезы ![]()
![]()
![]()
Знак ![]() обусловлен не совпадением
направлений наклона зубьев и витков фрезы (фреза – правая, зуб – левый).
обусловлен не совпадением
направлений наклона зубьев и витков фрезы (фреза – правая, зуб – левый).
[K3]
Для настройки конечной точки необходимо развернуть суппорт на угол ![]() от нулевого положения. Настраивать
с высокой точностью.
от нулевого положения. Настраивать
с высокой точностью.
Настройка Уст (П5).
Внутренняя связь: направляющие – суппортная стойка
Внешняя связь: ФМ3 – 8 – L4 – K4 – 9
[L4] Величина пути движения определяется по зависимости:
![]()
, где ![]() – высота зуба нарезаемого колеса.
Глубину фрезерования уменьшают на
– высота зуба нарезаемого колеса.
Глубину фрезерования уменьшают на ![]() во избежание неисправимого брака.
во избежание неисправимого брака.
![]()
[K4]
Для настройки конечной точки необходимо опустить суппорт с фрезой на один
уровень с заготовкой, подвести суппортную стойку до касания фрезой заготовки и
выставить лимб на ноль. Затем поднять фрезу выше уровня заготовки и сместить к
центру заготовки на расстояние ![]()
Найдём количество оборотов лимба, необходимое для
перемещения суппортной стойки на расстояние ![]() , для этого запишем уравнение
кинематической цепи:
, для этого запишем уравнение
кинематической цепи:
![]()
Подставляем данные:
![]()
Откуда получаем:
![]()
Настройка Всп (П3).
Внутренняя связь: вертикальные направляющие – суппорт
Внешняя связь: ЭМ4 – 10 – R2 – N2 – L2 – K2 – R1 – 5
[N5] Изменение направления движения осуществляется переключением муфт М13 и М14.
[V5] Скорость вертикального перемещения равна:
![]()
[L5] и [K5] контролируются оператором визуально, либо по лимбу.
Настройка Всп (П5).
Внутренняя связь: направляющие – суппортная стойка
Внешняя связь: ЭМ4 – 10 – R2 – N2 – R3 – 11 – L4 – K4 – 9
[N6] Изменение направления движения осуществляется переключением муфт М13 и М14.
[V6] Скорость перемещения в радиальном направлении равна:
![]()
[L6] и [K6] контролируются оператором визуально, либо по лимбу.
Настройка Всп (П7).
Внутренняя связь: направляющие – стол
Внешняя связь: ФМ5 – 12 – L7 – K7 – 13
[L7] и [K7] контролируются оператором визуально, либо по лимбу.
Настройка Всп (П6).
Внутренняя связь: направляющие – ползушка со встроенным в неё фрезерным шпинделем
Внешняя связь: ФМ6 – 14 – L8 – K8 – 15
[L8] и [K8] контролируются оператором визуально, либо по лимбу.
Вывод
В процессе выполнения работы был проведён структурно-кинематический анализ станка модели 5М32 при обработке косозубого цилиндрического колеса. А так же были настроены все исполнительные движения с обеспечением требуемой точности.
Список литературы
1. Схиртладзе А.Г., Новиков В.Ю. «Технологическое оборудование машиностроительных производств»; Москва: «Высшая школа», 2001 г.
2. Сильвестров Б.Н. «Справочник молодого зуборезчика»; Москва: «Высшая школа», 1981 г.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.