Всп (П7) Вспомогательное движение П7 необходимо для подвода (отвода) заготовки к фрезе в радиальном направлении. Движение является простым, следовательно, траектория обеспечивается внутренней связью, представляющей собой кинематическую пару (направляющие – стол). Во внешней связи настраиваются 2 параметра: путь (L7) и конечная точка (K7). Скорость и направление не настраиваются, так как движение осуществляется оператором вручную.
Всп (П6) Вспомогательное движение П6 представляет собой поступательное перемещение фрезы вдоль своей оси. Оно необходимо для выведения из зоны резания затупившегося участка фрезы и введения нового. Движение является простым, следовательно, траектория обеспечивается внутренней связью, представляющей собой кинематическую пару (направляющие – ползушка со встроенным в неё фрезерным шпинделем). Во внешней связи настраиваются 2 параметра: путь (L8) и конечная точка (K8). Скорость и направление не настраиваются, так как движение осуществляется оператором вручную.
На основании выявленных исполнительных движений построена структурная схема станка при обработке цилиндрического косозубого колеса (Рис. 3.3).
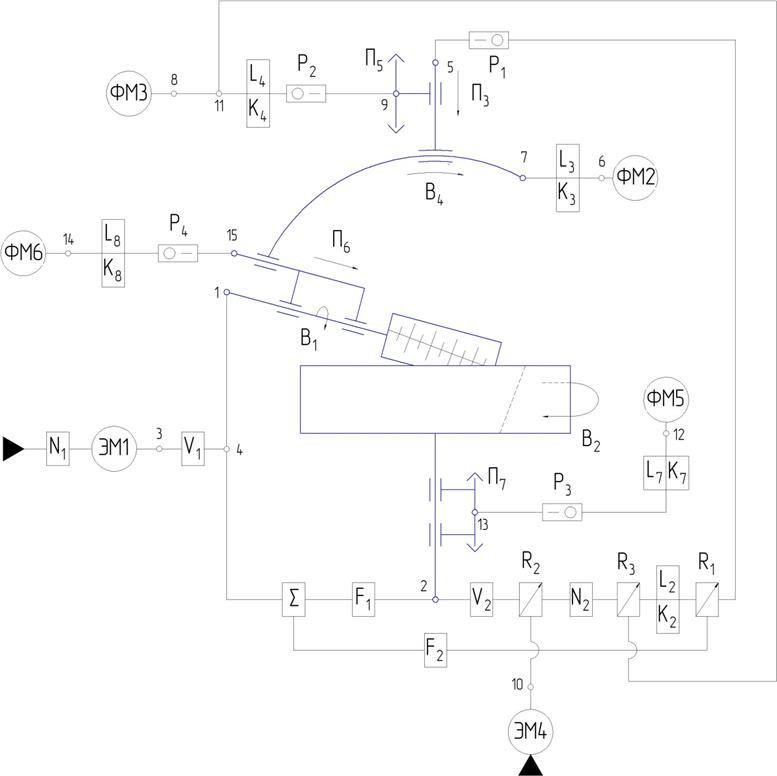
Рисунок 3.3 - Структурная схема станка при обработке цилиндрического косозубого колеса
4. Точность настройки исполнительных движений
ФV (В1; В2).
V1, скорость резания на точность формы не влияет и настраивается с погрешностью 10-15%.
F1, движение обката настраивается абсолютно точно. Погрешность недопустима.
ФS (П3;В2).
V2, скорость подачи на точность формы не влияет и настраивается с погрешностью 10-15%.
F2,
настраивается с высокой точностью. Погрешность на согласование элементарных
движений, входящих в состав подачи, задаётся степенью точности обрабатываемого
колеса (погрешностью ![]() ).
).
Установочные движения. Точность в пределах допуска на изготовление детали.
Вспомогательные движения никак не влияют на процесс обработки, следовательно точность для данных движений не важна.
5. Настройка параметров
К станку прилагается следующий набор сменных колёс для гитар деления и дифференциала: 23, 24, 25 (2шт.), 30, 33, 34, 35, 37, 40 (2шт.), 41, 43, 45, 47, 48, 50, 53, 55, 58, 59, 60, 61, 62, 65, 67, 70, 71, 73, 75, 79, 80, 83, 85, 87, 89, 90, 92, 95, 98, 100.
Настройка ФV (В1; В2).
Внутренняя связь:
1 – 4 - ![]() F1
– 2
F1
– 2
Внешняя связь: N1 – ЭМ1 – 3 – V1 – 4
[F1] В данном станке органом настройки траектории движения резания является гитара обката.
Настройка траектории F1 осуществляется путём согласования вращений фрезы и заготовки по пути и направлению.
[F1L]
При повороте фрезы на один оборот, заготовка должна повернуться на ![]() оборотов.
оборотов.
Запишем уравнение кинематической цепи:

Откуда получаем:
Так
как ![]()
![]()
![]()
Проверяем полученные значения по универсальным условиям сборки гитар:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
[F1N] Исходными условиями для определения направления движения резания является направление вращения фрезы В1, обеспечивающее сброс стружки вниз, и направление витков фрезы.
Схема определения направления движения В2 представлена на Рис. 5.1
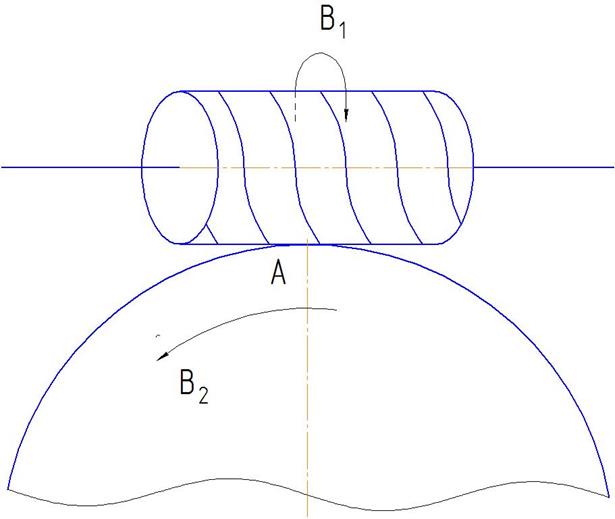
Рисунок 5.1 - Схема определения направления движения В2
Если фактическое направление вращения заготовки не совпадает с представленным на рисунке, то необходимо изменить передачи между XIII и XV валами (проходим через, либо минуем зубчатую передачу z = 58 – 58).
[V1] В данном станке органом настройки скорости резания является коробка скоростей.
Для настройки скорости сложного движения, необходимо настроить скорость одного элементарного движения входящего в его состав. Согласовываем частоты вращения двигателя и фрезы.
Запишем уравнение кинематической цепи:

Подставляем данные:

Откуда получаем:
![]()
Подбираем ближайшее значение из 9 возможных:
![]()
Считаем погрешность настройки скорости:

[N1]
Изменение направления движения резания осуществляется реверсированием вращения
ротора электродвигателя. Для этого необходимо поменять местами две фазы
(асинхронный электродвигатель трёхфазного тока). Это необходимо в случаях, когда
рассчитанный угол разворота фрезерного суппорта ![]() получается
больше, чем максимальное значение, указанное на шкале поворотного суппорта. В
таком случае суппорт разворачивают более чем на 90о, и для
обеспечения сброса стружки вниз, переворачивают фрезу и реверсируют направление
вращения.
получается
больше, чем максимальное значение, указанное на шкале поворотного суппорта. В
таком случае суппорт разворачивают более чем на 90о, и для
обеспечения сброса стружки вниз, переворачивают фрезу и реверсируют направление
вращения.
Настройка ФS (П3;В2).
Внутренняя связь:
5 – R1 – F2
- ![]() F1
– 2
F1
– 2
Внешняя связь: 2 – V2 – N2 – L2 – K2 – R1
[F2] В данном станке органом настройки траектории движения подачи является гитара дифференциала.
Настройка траектории F2 осуществляется путём согласования вертикального перемещения суппорта и подворота заготовки по пути и направлению.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.