В первом случае производится обработка боковых поверхностей (щек) противовесов и врезание в шейку на требуемую глубину. Во втором случае режущие кромки инструмента обегают шейку по периметру. За один оборот круговой подачи производится обработка шейки по всей ширине до заданного диаметра. Применение многолезвийного твердосплавного инструмента позволяет использовать высокие скорости резания и глубокое врезание.
Все шейки коленчатого вала обрабатываются за одну установку, причем одновременно могут обрабатываться две шейки, например коренная и шатунная. Быстросменная дисковая фреза с главным приводом и эксцентрик с приводом круговой подачи образуют замкнутый узел – вихревое устройство. Для обработки конкретной шейки продольный и поперечный суппорты (сани и стойка) подводят вихревое устройство в требуемое положение. Позиции обработки определяются заданной программой. Перед началом врезания сани закрепляются на направляющих гидравлическим зажимом, а при круговой подаче, кроме того, закрепляется стойка.
Работа гидрозажимов согласована с циклом и производится автоматически. Две одновременно работающие фрезы вращаются в противоположных направлениях. Усилия сопротивления резанию частично противостоят друг другу. Зажимные патроны и дополнительный зажим освобождаются от излишней нагрузки. Тепловое линейное удлинение обрабатываемого коленчатого вала компенсируется кратковременным разжатием патрона ведомой бабки. В системе управления станком использован программируемый контроллер с модулями позиционирования по семи осям координат. В качестве главного привода применяются электродвигатели переменного тока высокой мощности. Для перемещения саней и стоек, выполнения радиальной и круговой подач, делительного поворота заготовки используются высокомоментные следящие электроприводы постоянного тока.
Инструмент
Пластины для обработки коленчатых валов, распределительных валов, клапанов, шатунов, корпусов блока цилиндров. Пластины российского производства (г. Москва).
|
Примеры пластин
|
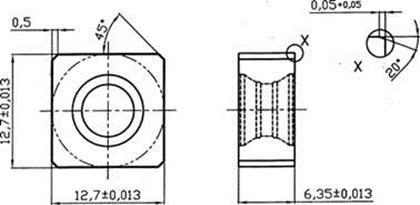
Пластина используется в наборных фрезах охватывающего фрезерования при черновом фрезеровании коренных шеек коленчатых валов.
|
Пластина 21-001328-100-1 |
|
|
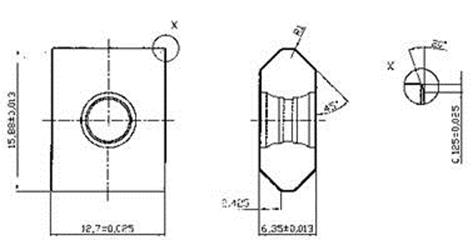
Пластина используется в наборных фрезах охватывающего фрезерования при черновом фрезеровании коренных шеек коленчатых валов. Используется вместе с пластинами 21-001328-100-1
|
Пластина 21-004692-100-1 |
|
|
|
|
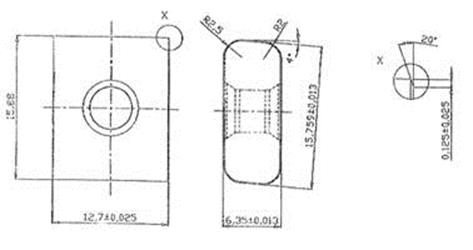
Пластина используется в наборных фрезах охватывающего фрезерования при черновом фрезеровании шатунных шеек коленчатых валов.
|
Пластина 21-004691-100-1 (MNHX 15 07 24) |
|
|
|
|
При производстве коленчатых и распределительных валов следует принимать во внимание множество особенностей технологического процесса. Ни одно другое технологическое семейство деталей не требует комбинации такого множества разнообразных и сложных технологий при производстве.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.