Улучшение шероховатости поверхности витка червяка при полировке мягким войлочным притиром с применением пасты зернистостью 400 указано в табл. 2. Полирование только скругляет выступающие гребешки и наводит блеск на более ровную поверхность.
Таблица 2. Изменение шероховатостиповерхности витка червяка после
притирки или прикатки (по данным лаборатории резания ЗИЛа)
Шероховатость R![]() в мм после
в мм после
|
Чистового |
||
|
Нарезания |
Полирования |
прикатки |
|
1,2 |
1,0-0,09 |
0,6 |
|
1,0 |
1,0-0,8 |
0,5 |
|
0,8 |
1,0-0,65 |
0,45 |
|
0,6 |
0,65-0,6 |
0,4 |
|
0,4 |
0,38-0,36 |
0,3 |
|
0,3 |
0,38-0,28 |
0,25 |
Прикатка профиля витка глобоидного червяка является одной из завершающих операций отделки витка. Прикатка профиля витка червяка может производиться на червяках, имеющих твердость не более HRC35—40. Операция прикатки может быть рекомендована только для крупносерийного и массового производства и производится на специальном станке типа СТ 1393 (ЗИЛ).
Операция прикатки заменяет операцию полирования профиля витка червяка в единичном и мелкосерийном производстве и имеет большие преимущества. Прикатка производится одновременно двумя роликами, расположенными с двух сторон, благодаря чему ликвидируется возможный изгиб червяка (рис. 6).
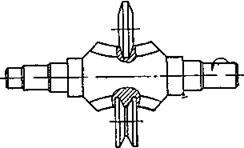
Рис 6. Схема прикатки глобоидного червяка
Так как касание роликов с профилем витка происходит в нормальных сечениях по впадине и по витку, то профиль ролика должен быть криволинейным. Операция прикатки частично исправляет профиль и улучшает шероховатость поверхности. Глубокие задиры профиля прикаткой не исправляются.
Во избежание налипания металла на ролики прикатка должна производиться с охлаждением маслом.
Метод нарезания глобоидных колесу резцами является наиболее распространенным способом и применяется как в единичном, серийном, так и в поточно-массовом производствах. Массовость применения данного метода объясняется простотой изготовления оправки с резцами по сравнению с другими способами, как например, нарезанием глобоидной червячной фрезой или шевером. Нарезание зубьев глобоидного колеса резцами может быть применено как для чернового, так и для чистового нарезания. Установка резцов на оправке должна npoизводиться по касательной к профильной окружности зуба с размером (по наружному радиусу глобоида червяка), равным размеру между крайними точками витка червяка с учетом припуска под чистовую обработку для чернового нарезания и с учетом припуска и зазора для чистовой обработки. Зазор необходим для обеспечения ввода оправки с резцами во впадину при чистовом нарезании.
Вылет резцов в обоих случаях устанавливается по внутреннему диаметру зуба колеса. Режущие кромки резцов должны проходить через осевую плоскость оправки, а последняя устанавливается при помощи штангена высоты по теоретической оси симметрии колеса (на высоту, равную половине номинальной ширины колеса oт базового торца).
Черновое нарезание зуба колеса производится методом радиальной подача при сближении до номинальною межосевою расстояния с учетом величины, необходимой для обеспечения (при чистовом нарезании) резания только по боковым поверхностям зуба без касания резцом дна впадины между зубьями. При указанном способе чернового нарезания зуба колеса получится срез части зуба (рис 7), а поэтому величина оставляемого приписка должна обecпечивать возможность исправления указанного искажения.
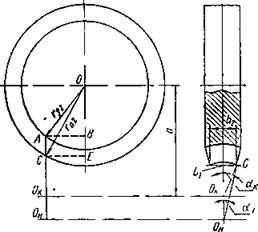
Величина срезаемого слоя подсчитывается по формулам (расчет иллюстрируется числовым примером)
![]() =
31 — число зубьев нарезаемого колеса,
=
31 — число зубьев нарезаемого колеса,
![]() 33,3 мм
— ширина венца нарезаемого колеса по наружному диаметру
33,3 мм
— ширина венца нарезаемого колеса по наружному диаметру
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.