Метод радиальной подачи заключается в следующем. Многозубая резцовая головка со вставными ножами или цельная с размером зуба, оставляющим припуск на чистовую обработку, устанавливается по высоте и по центру глобоида аналогично однорезцовым головкам. Нарезание витка червяка производится радиальным сближением резцовой головки с червяком. Чем больше зубьев имеет многозубая резцовая головка, тем выше ее производительность. Наибольшее число зубьев резцовой головки может быть равным числу зубьев сопрягаемого колеса. Настройка гитары деления станка производится как обычно (табл.1)
Метод протягивания заключается в следующем. Весь припуск по глубине впадины распределяется на количество зубьев резцовой головки (рис3)
профиль зуба обработанного двумя летучими резцами
Полное нарезание должно производиться за один оборот головки долбяка. Применение универсального оборудования для чернового нарезания витка червяка методом протягивания не рекомендуется из-за удлиненной кинематической цепи. Метод протягивания может быть применен только при нарезании витка червяка на специальных станках, например на станке типа СТ 1372 (ЗИЛ).
Как при радиальной подаче, так при протягивании необходимо учитывать, что после переточки цельной многорезцовой головки долбяка (при головке со вставными резцами имеется возможность компенсировать уменьшение диаметра) имеет место уменьшение наружного диаметра головки. Уменьшение диаметра надо компенсировать сближением межосевого расстояния для нарезания червяка на полную глубину впадины с учетом величины, обеспечивающей работу резцов только по боковым сторонам впадины при чистовом нарезании витка червяка. Работа резцов по дну впадины при чистовом нарезании не рекомендуется, так как при этом резко ухудшается точность изготовления профиля витка червяка.
Чистовое нарезание глобоидного червяка многозубой резцовой головкой (также может производиться двумя способами нарезанием отдельно каждой стороны витка червяка и одновременным обеих сторон витка червяка. Обработка одной стороны производится головкой, имеющей меньший или больший окружной шаг (в зависимости от нарезаемой стороны), чем по чертежу червяка. Режущие кромки резцов должны при своем продолжении быть касательны к профильной окружносги (рис 4). Обработка должна производиться на точно выверенном межосевом расстоянии. Плоскость режущих кромок должна проходить через ось червяка.
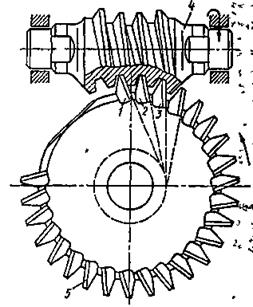
Рис 4. Чистовое нарезание глобоидного червяка многозубой резцовой головкой:
1,2,3 — резцы, 4 — червяк; 5 — резцовая головка
Постепенное резание происходит следующим образом: резец 1 при резании от нитки первой до четвертой образует виток с шагом, равным номинальному шагу червяка, резец 2 вследствие большего шага резцов головки срезают боковую сторону на величину равную разнице номинального окружного шага червяка и головки и т.д. Головка для обработки другой стороны имеет окружной шаг меньший, чем окружной шаг червяка, и работает аналогично предыдущей головке.
Нарезание обеих сторон витка червяка можно производить одной головкой при повороте червяка на 180°. В серийном или массовом производстве, когда каждая сторона обрабатывается на закрепленном за ней станке, во избежание дополнительной выверки при установке головки по центру глобоида, рекомендуется повернуть шпиндельную головку на 180. Для обеспечения съема и установки червяка без нарушения настройки станка по межосевому расстоянию многозубая резцовая головка должна иметь срезанную часть, как показано на рисунках 4 и 5.
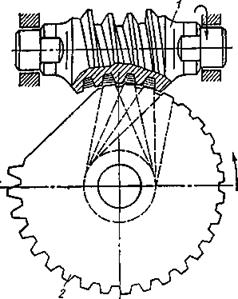
Рис 5. Схема чернового нарезания глобоидного червяка методом протягивания. 1 — червяк, 2 — резцовая головка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.