Размеры твердого сплава.
Твердый сплав марки Т5К10 используется для черновой обработки с большими сечениями среза при прерывистом резании и переменном сечении среза: Т14К8, Т15К6 — для получистовых операций с умеренным и постоянным по величине сечением среза и при относительно высоких скоростях резания; Т30К4 — тонкое и чистовое резание на высоких скоростях резания до 1000 м/мин.
Принимаем для курсового проекта твёрдый сплав марки Т15К6.
Т15К6 - твердый сплав, содержание кобальта 6%, карбидов титана 15%, остальное карбиды вольфрама - 79%.
Применение твердосплавного инструмента обеспечивает получение наивысшей производительности при черновом точении различных марок железоуглеродистых сплавов.
Форма и размеры твердосплавных напайных пластин регламентируются ГОСТом, одинаковым для всех трех групп твердых сплавов. Форма пластины зависит от технологического назначения резца — проходной, подрезной, отрезной, резьбовой, расточной, фасонный и др. Для чернового точения используются проходные резцы, режущая часть которых оснащается пластиной с прямоугольным сечением. Эти пластины, выпускаемые в Российской Федерации серийно, характеризуются следующими размерами:
по толщине — от 2,0 до 12,0 мм;
по ширине — от 3,0 до 22,0 мм;
по длине — от 5,0 до 60,0 мм.
Толщина пластины является основным размером, т.к. от него зависит возможность применения больших величин подач и следовательно, достижения наибольшей производительности при черновом точении. Толщина пластины рассчитывается в зависимости от припуска 2Z0 на механическую обработку.
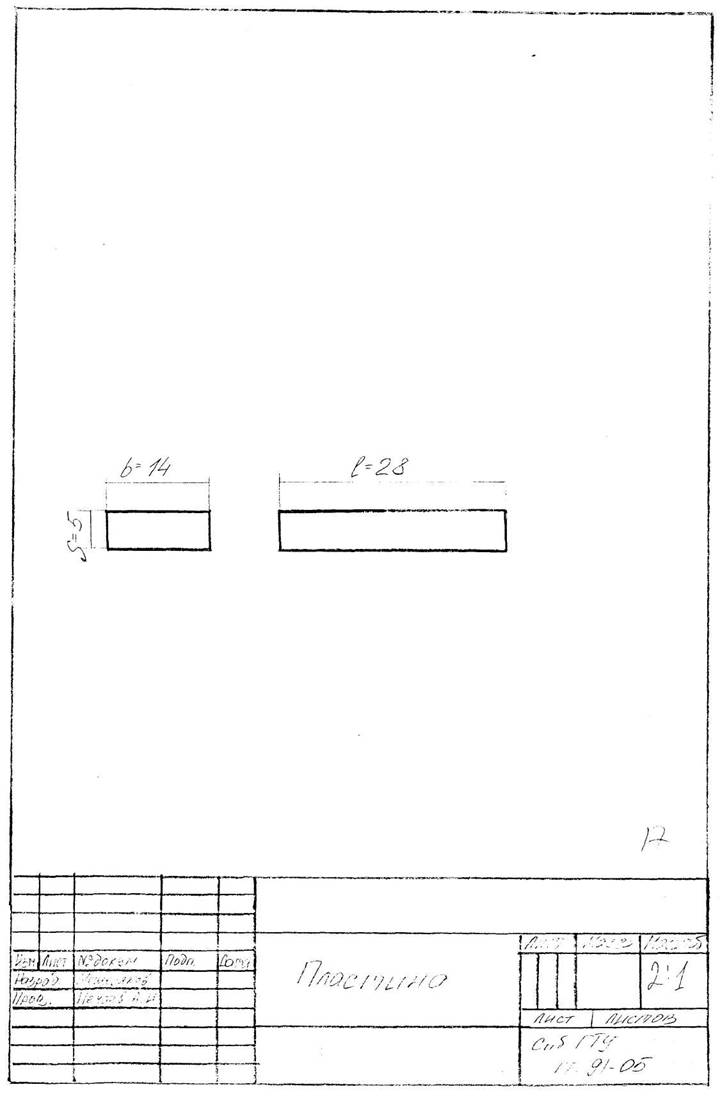
S=6-8 мм, т.к. 2Zo=6,5 мм. По ГОСТ 25395-82 принимаем
толщину
пластины S=7 мм, на основании принятой толщины
принимаем ширину
пластины Ь=14 мм, и длину пластины 1=28 мм.
2.4. Назначение и конструкция резца по технологическим
признакам.
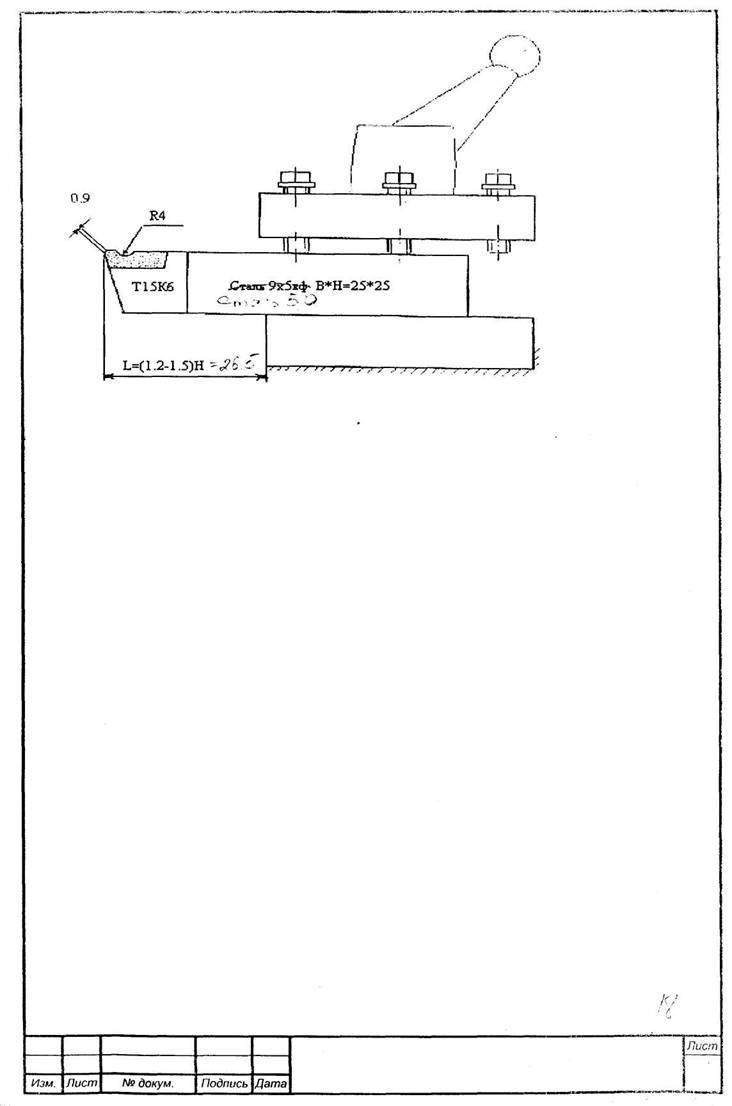
Проходной резец с режущей частью резца из твердосплавного материала Tl5K6 предназначен для обработки резанием заготовок из высоколигированных сталей и чугунов в продольном направлении.
Пластина прямоугольного сечения оказывается обеспечивает наивысшую технологичность при изготовлении, пайке, заточке, доводке и установке резца, то есть перечисленные операции будут иметь наименьшую трудоемкость при полном удовлетворении всех технологических требований, предъявляемых к резцу. Толщина пластины является основным размером, так как от него зависит возможность применения больших величин подач и, следовательно, достижение наибольшей производительности при черновом точении. Наименьшая толщина пластины для резцов чернового резания должна быть не менее 4 мм для станков с высотой линии центров до 160 мм и не менее 6 мм для станков с высотой линии центров 200-300 мм. Такая толщина пластин позволяет выполнять производительное черновое точение, если припуск на обработку будет в пределах 2Z0 = 4,0-6,0 мм. Пластины крепятся к державке при помощи клина и винта. В качестве припоя используем медь МО t = 1083° С; латунь Л68 t = 905°С; МН медноникелевый t = 1205°С. Резец выбираем по техническому назначению-точение ; по конструтивному-проходной, правой падачи.
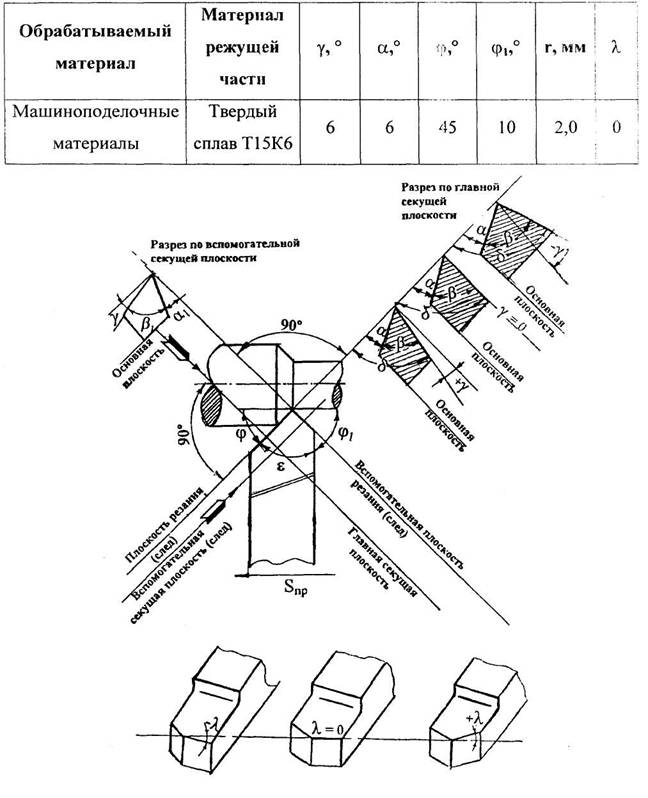
2.5. Углы заточки резца. Геометрические параметры проходного резца.
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.