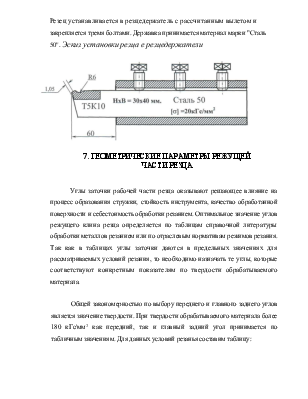
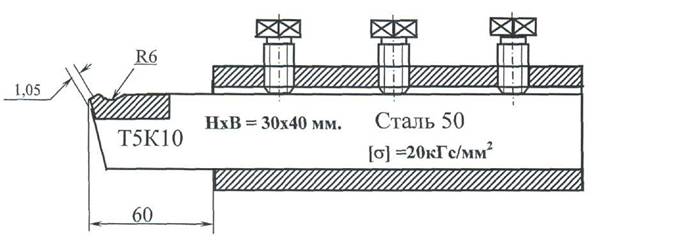
Резец устанавливается в резцедержатель с рассчитанным вылетом и закрепляется тремя болтами. Державка принимается материал марки "Сталь 50". Эскиз установки резца е резцедержатели
7. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ
ЧАСТИ РЕЗЦА
Углы заточки рабочей части резца оказывают решающее влияние на процесс образования стружки, стойкость инструмента, качество обработанной поверхности и себестоимость обработки резанием. Оптимальное значение углов режущего клина резца определяется по таблицам справочной литературы обработки металлов резанием или по отраслевым нормативам режимов резания. Так как в таблицах углы заточки даются в предельных значениях для рассматриваемых условий резания, то необходимо назначать те углы, которые соответствуют конкретным показателям по твердости обрабатываемого материала.
Общей закономерностью по выбору переднего и главного заднего углов является значение твердости. При твердости обрабатываемого материала более 180 кГс/мм2 как передний, так и главный задний угол принимается по табличным значениям. Для данных условий резанья составим таблицу:
Министерство образования Российской Федерации. Сибирский государственный технологический университет.
Механический факультет.
Кафедра: Технологии конструкционных материалов.
Расчет экономически
наивыгоднейшого режима резания при
черновом точении вала-шестерни.
Пояснительная записка
Руководитель: Нечаев А. И.
Разработал: Студент гр.91-05 Мещеряков А.
Красноярск 2005 г.
Содержание
Исходные данные..........................................................................................
Введение............................................................................ .........................
1.1 Получение заготовок пластическим деформированием.................................................
1.1.1 Технологический эскиз и способы получения заготовок....................
1.2 Получение заготовок литьем.................................................................
1.3 Предварительная термическая обработка стальных заготовок............
1.4 Предварительная термическая обработка литых чугунных заготовок
2. Расчёт режимов чернового точения.........................................................
2.1 Краткая техническая характеристика металлорежущего станка..........
2.2. Технологическая оснастка.......................................................................
2.3. Выбор инструментального материала режущей части резца.................
2.4. Назначение и конструкция резца по технологическим признакам.....
2.5. Углы заточки резца..............................................................................
2.6. Влияние СОЖ на процесс резания........................................................
2.7. Нормативная стойкость резца...............................................................
2.8. Глубина резания....................................................................................
2.9. Выбор величины подачи.......................................................................
2.10. Силы резания Pz, Ру, Рх......................................................................
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.