Предел абсолютной статической погрешности измерения концентрации
растворенного в абсорбенте цианистого натрия, рассчитанный по уравнению
измерения (5.1), составляет ![]() %масс, при этом,
согласно данным технологического регламента, составляющие уравнения измерения (5.1)
равны: ρmax = 863 кг/м3; ρmin = 803 кг/м3; Xmax = 20,0 %масс; Xmin = 1,0 %масс.
%масс, при этом,
согласно данным технологического регламента, составляющие уравнения измерения (5.1)
равны: ρmax = 863 кг/м3; ρmin = 803 кг/м3; Xmax = 20,0 %масс; Xmin = 1,0 %масс.
В рабочей точке значения концентраций абсорбента составляют: Мх1 = 1,1 %масс; Мх2 = 18,0 %масс; Х* = 20,0 %масс.
Аналогично расчету плотномера для измерения концентрации цианистого натрия, можно получить предел абсолютной статической погрешности измерения степени насыщения при производстве сероуглерода:
|
|
Относительная статическая погрешность измерения степени насыщения:
|
|
Использование существующих параметров настройки компонентов измерительных
каналов АСУ ТП при производстве сероуглерода (Ts
= 1 c, Tf1 = 240 с, Tf2
= 240 c, Tp1 =
0,5 c, Tp2 =
0,5 c) позволяет получить значение относительной
методической динамической погрешности δд = ± 6,5 %, что
составляет 170 % от статической погрешности измерения степени насыщения
абсорбента. В таком случае предел суммарной абсолютной погрешности измерения
степени насыщения абсорбента составляет  %.
Предел относительной погрешности измерения степени насыщения абсорбента составляет
δ = ± 7,6 %.
%.
Предел относительной погрешности измерения степени насыщения абсорбента составляет
δ = ± 7,6 %.
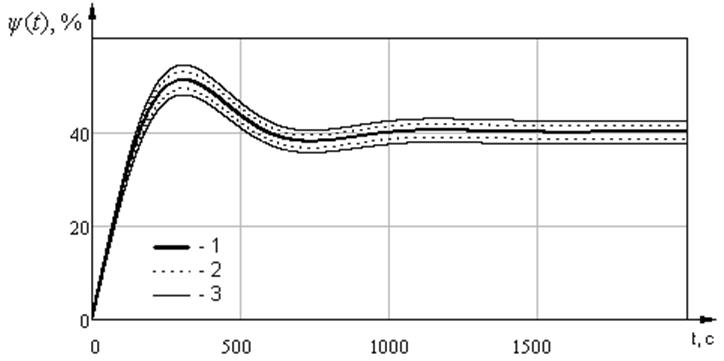
При выбранных с помощью математических моделей динамических погрешностей [9, 64] значений настроечных параметров измерительной системы (Ts = 2 c, Tf1 = 700 с, Tf2 = 60 c, Tp1 = 0,5 c, Tp2 = 20 c) относительная динамическая погрешность может быть снижена до δд = ± 1,0 %, что составляет 25 % от статической погрешности измерения степени насыщения абсорбента для процесса производства сероуглерода (см. рис.5.6)
В таком случае предел суммарной абсолютной погрешности измерения степени насыщения абсорбента составит Δ = ± 3,5 %, а предел относительной погрешности δ = ± 4,0 %, что в 1,9 раза меньше погрешности при существующих параметрах настройки измерительной системы. Таким образом, при неоптимальных значениях настроечных коэффициентов измерительной системы значение методической динамической погрешности может существенно превышать статическую погрешность. Применение предлагаемой методики снижения динамической погрешности позволяет практически в два раза уменьшить итоговую погрешность измерения степени насыщения абсорбента. Снижение погрешности приводит к повышению точности регулирования, а следовательно, к уменьшению перерасхода абсорбента. На рисунке 5.6 показаны результаты имитационного моделирования работы системы управления технологическим процессом получения сероуглерода. Из рисунка видно, что потери абсорбента меньше в переходном процесс при робастной стабилизации расхода абсорбента (см. кривая 2 на рис. 5.6), чем в переходном процессе при безмодельном адаптивном управлении абсорбером (см. кривая 3 на рис. 5.6). Потери сравнивались по отношению к эталонному переходному процессу (без помех измерения) изменения степени насыщения абсорбента (см. кривая 1 на рис. 5.6). Следовательно, наиболее эффективным является робастная стабилизация расхода абсорбента на входе в абсорбер, X1(t).
|
|
|
Рисунок 5.6 – Переходный процесс в системе регулирования с учетом погрешности измерения степени насыщения абсорбента |
Объясняется это тем, что потери информации при цифровой обработке информации приводят к появлению ошибок, которые приводит к отклонениям измеренного значения степени насыщения абсорбента от истинного значения, которое вычисляется эталонной моделью (5.1). В свою очередь, это приводит к снижению качества регулирования, то есть, к перерасходу абсорбента. Учитывая масштабы производства, следует отметить, что повышение точности измерения текущих значений степени насыщения абсорбента приводит к снижению потерь расхода абсорбента, что позволяет значительно повысить экономическую эффективность производства и эффективность функционирования технологического процесса жидкостной абсорбции.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 %.
%. %.
%.