2.2.5. Выше были определены семь параметров, характеризующих движение точки (а следовательно, и рабочих органов станка) в пространстве. Эти параметры необходимо знать, чтобы уметь осуществлять кинематическую настройку станков. Из названных семи параметров два последних - относительное и абсолютное положение траекторий в станках не настраиваются, так как они неизменны и определяются положением направляющих, по которым движутся рабочие органы станка. Настраиваемыми параметрами являются; траектория, путь, скорость, направление и исходное положение.
Не все эти параметры необходимо настраивать при осуществлении всякого движения. Все зависит от вида движения и траектории (см.табл.2.2). И в самом деле, представьте себе процесс шлифования: совершенно ясно, что движение скорости резания (вращение шлифовального круга) нет смысла настраивать на исходное положение - совершенно безразлично, с какого положения круг начнет вращаться. Нет необходимости настраивать это движение также на траекторию (она всегда круговая) и путь.
2.3. Понятие о кинематических связях и кинематических группах
2.3.1. Кинематические связи представляют собой связи между движущимися элементами станка.
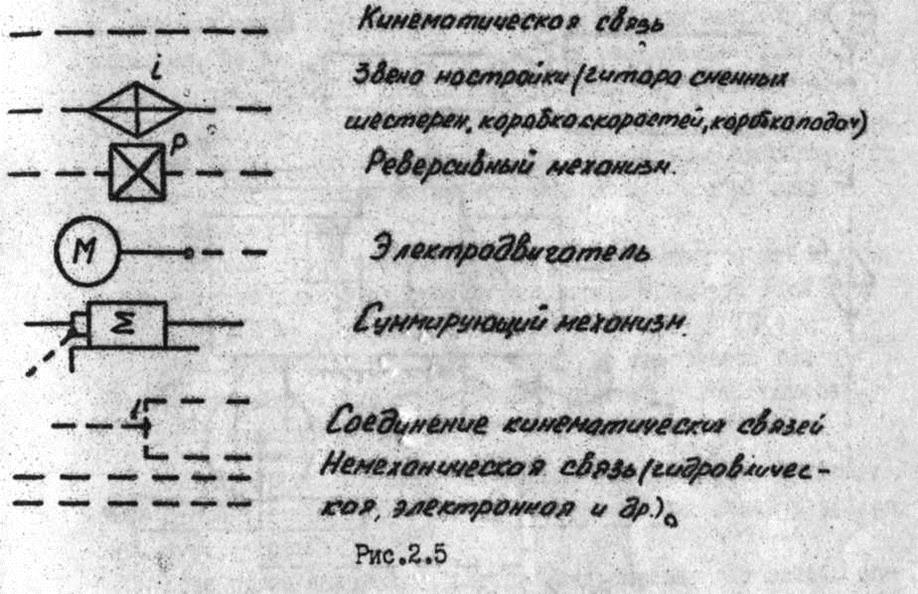
2.3.2. Кинематические связи показываются на так называемых структурных схемах. Условные обозначения элементов структурных схем
показаны на рис.2.5.
В качестве примера на рис.2.6 показана структурная схема винторезного станка. Станок имеет две исполнительные кинематические пары: вращательную - между шпинделем 1 и корпусом передней бабки 2 и поступательную - между суппортом 3 и станиной 4. Эти пары обеспечивают траектории элементарных движений B1 и П2, образующих исполнительное движение Фv (B1П2) - сложное, двухэлементарное, обеспечивающее создание винтовой линии резьбы.
2.3.3. Кинематическая связь, обеспечивающая создание траектории исполнительного движения, называется внутренней связью. Кинематическая связь между источником движения и внутренней связью является внешней связью. В рассматриваемом примере внутренняя связь - это связь мажду шпинделем 1 и ходовым винтом станка, а внешняя связь - это связь между электродвигателем Ми внутренней связью. Цифрой 5 обозначено звено соединения связей.
2.3.4. Сочетание источника движения, внутренней и внешней связей, обеспечивающих создание заданного исполнительного движения, называется кинематической группой. Кинематические группы, имеющие во внутренней связи одну или несколько кинематических цепей, называются сложными группами. В рассматриваемом примере внутренняя связь представляет собой кинематическую цель между шпинделем и ходовым винтом, поэтому данная кинематическая группа является сложной.
2.3.5. Для того, чтобы рассмотреть понятие о простых кинематических группах следует обратиться к рис.2.7. На нем показана структурная схема токарно-винторезного станка. Структура этого станка состоит из двух частных структур: структуры винторезного станка (она была показана отдельно на рис.2.6) и структуры токарного станка. Если токарно-винторезный станок рассматривать как простой токарный, то в его структуре можно выделить две кинематические группы - группу движения скорости резания и группу движения подачи. Первая группа создаёт формообразующее движение скорости резания ФV (B1) -вращение шпинделя. Внутренняя связь этой группы представляет собой вращательную пару между шпинделем 1 и корпусом передней бабки 2. Вторая группа создает формообразующее движение подачи Фs (П2) -
Условные обозначения элементов структурных схем
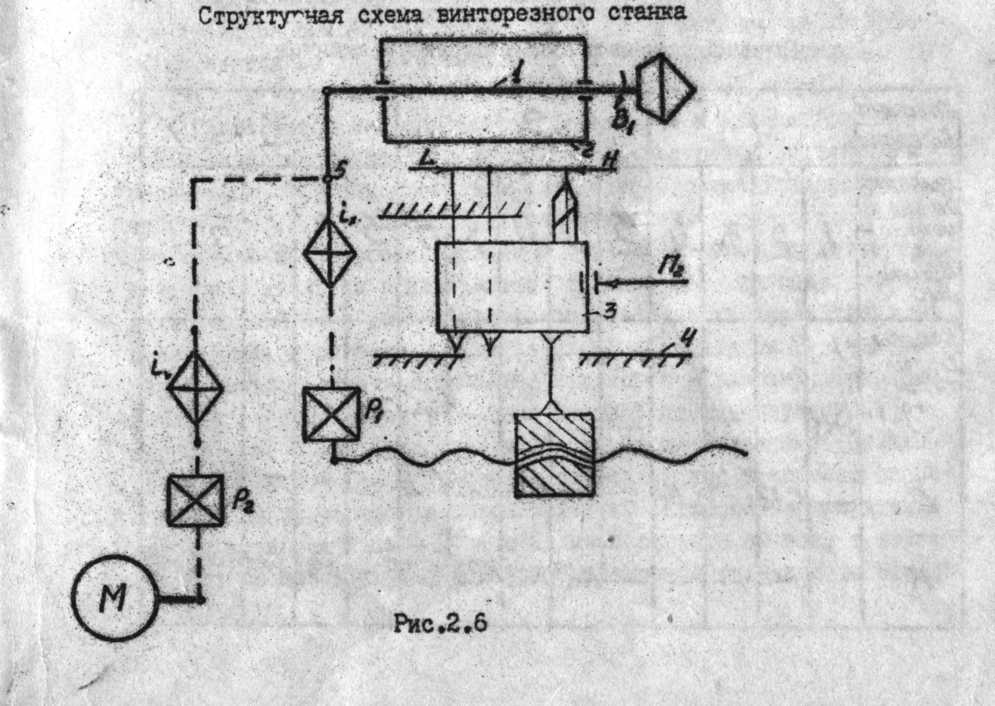 ССтруктурная схема винторезного станка
ССтруктурная схема винторезного станка
Структурная форма токарно-винторезного станка
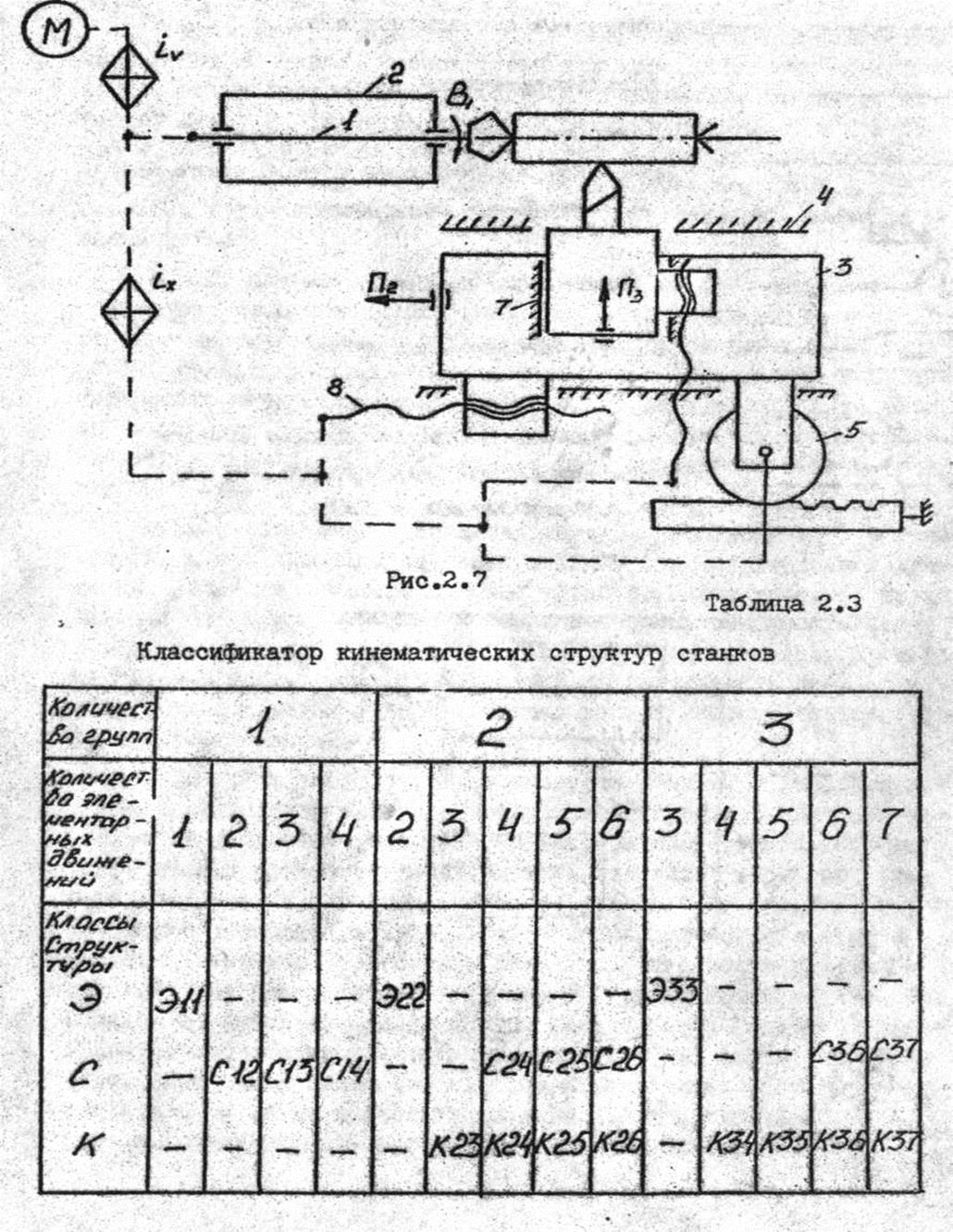
перемещение суппорта. Внутренняя связь этой группы представляет собой поступательную пару между суппортом 3 и станиной 4. Внешние связи идут: в первой группе от двигателя М к шпинделю, во второй - от двигателя М к реечной шестерне 5. которая перекатываясь по неподвижной рейке 6, увлекает за собой суппорт.
При нарезании резьбы продольное перемещение суппорту сообщается от кодового винта 8, а при токарной обработке - от реечной шестерни 5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.