B=b+6=16+6=22 (мм).
4.Профиль, размеры зуба и впадины между зубьями выбираем по таблице в зависимости от сечения металла, снимаемого одним режущим зубом протяжки.
k=3 – объемный коэффициент заполнения впадины ([3].табл.101)
k=FB/Fc; Fc=L sz=28·0.1=2.8 (мм2)
FB=k Fc=3·2.8=8.4 (мм2)
Пользуясь([3], табл.100) для ближайшего большего значения FB=12.5 мм2 , при прямолинейной форме впадины зуба принимаем: шаг протяжки t=10мм; глубина впадины h=3,6мм; длина задней поверхности q=4мм; радиус закругления впадины r=2мм; h0>1,25 h=2,5·3,6=9мм, примем h0=10мм;тогда из([6],табл.5,28) Н0=25мм.
Шаг калибрующих зубьев tk= t=10мм
Для получения лучшего качества обработанной поверхности шаг режущих зубьев протяжки делается переменным. Принимаем изменение шага ±0,2мм. Тогда из двух смежных шагов один равен 10,2мм, а второй 9,8мм.
5.Геометрические параметры режущих и калибрующих зубьев.
γ=15°; α=3°30´; αк=1°. Число стружкоразделительных канавок n=2. Предельное отклонение передних углов всех зубьев ±2°, задних углов режущих зубьев ±30´, задних углов калибрующих зубьев ±15´.
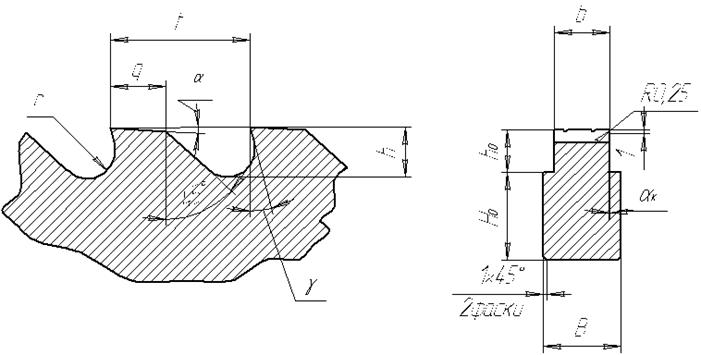
рис.6Геометрические параметры зубьев и тела протяжки
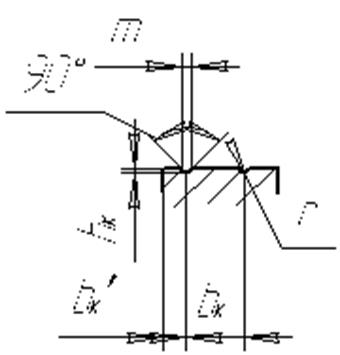
Параметры стружкоразделительных канавок из ([3],табл.102)
n=2;
m=1мм;
hк=0.7мм;
r=0,3мм;
bк=B/n=16/2=8(мм);
bк´=3,2мм.
Канавки располагаются в шахматном порядке.
Рис.7стружкоразделительные канавки
6. Максимальное число одновременно работающих зубьев
zmax=L/t+1=28/10+1=3.
7.Общее число зубьев.
n=A/sz+nк+nч; где nк – количество калибрующих зубьев, nч – количество чистовых зубьев.
nк=4; nч=4.
n=5,673/0,1+4+4=65.
8.Длина рабочей части протяжки.
Lp=t· n=10·65=650 (мм).
9.Длина протяжки от торца хвостовика до первого зуба.
l0=lп+lвт.+lc+lз, где lп – длина входа хвоставика в патрон; lвт – длина направляющей втулки; lc – толщина стенки опорной плиты протяжного станка; lз – зазор между патроном и стенкой опорной плиты станка.
lп =132мм; lвт =70мм; lc =40мм; lз =3мм.
l0=132+70+40+3=245(мм)
10.Общая длина протяжки
L0= Lp+ l0=650+245=895(мм).
11.Конструктивные размеры хвостовой части выбираем по ГОСТ 4043 – 70, принимаем хвостовик типа 2. Для крепления протяжки к станку используется быстросменный двухкулачковый патрон см.КП 151001 18 02 00 02.([1],табл.8,4).
12.Проверяем конструкцию протяжки на прочность.
Pmax/F≤[σн]
Pmax=Ср·szx·b·kγ·kc·kИ; где Ср – постоянный коэф-т зависящий от свойств обрабатываемого материала Ср=1770; sz – подъем на зуб sz=0,1мм; x=0.85([6],табл.5,13);b – ширина шпоночной канавки b=16мм.
kγ=0,93; kc=1,3; kИ=1. ([6],табл.5,13)
Pmax=1770·0,10,85·16·0,93·1,3·1=4836,4(кгс)
F=326,2мм2 – площадь опасного сечения по впадине первого зуба.
σн=4836.4/326.2=148.4(МПа)~(15 кгс/мм2)
[σн]=200МПа~(20кгс/мм2)
σн≤[σн] – следовательно сечение по впадине первого зуба выдержит нагрузки сил резания.
Проведем аналогичный расчет для сечения хвостовика.
Pmax=4836,4(кгс)
Fх=16·35=560 мм2
Ввиду того, что Fх> F, а материал рабочей части и хвостовика одинаковый, то σн для хвостовика будет меньше чем по впадине первого зуба. Следовательно запас прочности у хвостовика еще больше чем в сечении по впадине первого зуба.
Рассчитаем хвостовик на смятие:
Pmax/F1≤[σ]см, где F1 – опорная площадь замка;
F1=6·25=150мм2, откуда
[σ]см=600МПа
σсм=4836,4/150=322МПа~(32,5 кгс/мм2)
σсм ≤[σ]см
Расточная оправка с резцами
Дано: Шероховатость после обработки, мкм – Rz=20;
припуск на сторону или торец, мм – 0.4;
Размеры деталей: d1=76H6; d2=82H6; L=65; l=45;
Материал заготовки – БрАЖ9-4.
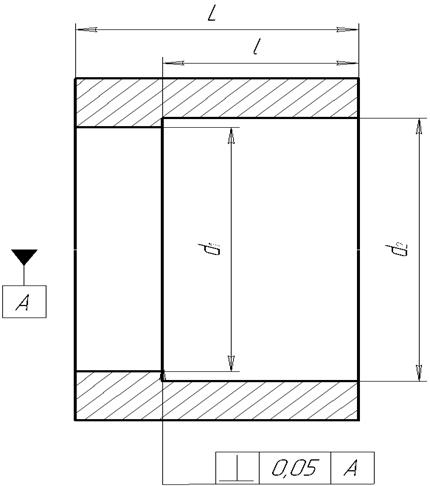
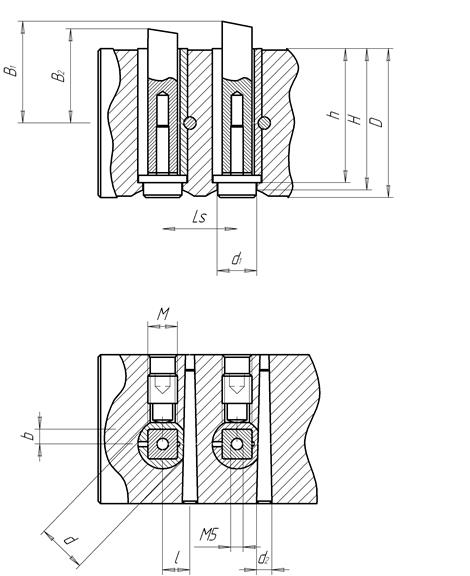
Рис.8 Деталь
Крепление резцов в оправках для точной расточки рекомендуют применять в оправках(Рис.9) , предназначенных для растачивания отверстий 2 и 3-го классов точности. С помощью регулировочного винта, имеющего на торце деления, резец можно устанавливать с большой точностью. Поворот регулировочного винта на одно деление соответствует выдвижению резца на 0,02мм.
Рис.9 Основные размеры оправки
Основные размеры оправки выбраны из ([4],табл.16). Критерием послужили диаметры растачиваемых отверстий, которые лежат в диапазоне 65 – 90 мм.
Сечение резца: 12×12 мм;
D=60мм;
d=20+0.045мм;
h=54мм;
H=57мм;
d1=16мм;
Резьба M12×1.75;
d2=6.2+0.016мм;
l=11мм;
Штифт 6×50 по ГОСТу 3129 – 70 .
Размеры регулировочных винтов из ([4],табл.15) в зависимости от диаметра резьбы М5.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.