При выполнении магнитного контроля деталей в конструкции машин проводят демонтажные работы с целью обеспечения доступа для намагничивания, осмотра проверяемого участка детали. Демонтажно-монтажные работы иногда значительно превышают объем работ непосредственно по магнито-порошковому контролю.
Удаление загрязнений.
С контролируемой поверхности удаляют масляную пленку, смазку, продукты коррозии, нагара, заполимеризованные загрязнения. После протирки небельевой ворсистой ветошью на детали остается большое количество ворсинок, на которых задерживаются магнитные частицы суспензии, что затрудняет расшифровку индикаторного рисунка.
Удаление влаги.
Влагу с детали удаляют, обдувая ее струей сухого воздуха. Удаление влаги с небольших участков детали проводят протиркой сухой ветошью.
Предотвращение попадания влаги зо внутренние полости деталей и изделий.
Если попадание суспензии во внутренние полости не допускается, то отверстия закрывают густой смазкой, пробками, особенно, если контроль осуществляется в условиях эксплуатации.
Удаление лакокрасочного покрытия.
Лакокрасочное покрытие толщиной более 0,03-0,05 мм удаляют смывками. Для удаления лакокрасочного покрытия, а также загрязнений при ремонте применяют опескоструивание, если оно допускается технологией ремонта.
При контроле деталей с темной поверхностью и применении черного магнитного порошка для увеличения контраста на деталь наносят из краскораспылителя слой белой нитрокраски (толщиной 5-10 мкм). При такой толщине еще видна поверхность детали, т. е. слой должен быть полупрозрачным. При контроле ответственных деталей толщину слоя нанесенной краски проверяют с помощью инструментальных.
Если деталь намагничивают пропусканием по ней тока, то особенно тщательно удаляют загрязнения, смазку с мест электрических контактов детали и дисков зажимного контактного устройства дефектоскопа.
Снятие электростатических зарядов с проверяемой детали.
Эмалиевое покрытие деталей, например, лопаток двигателя, воздухозаборников, неэлектропроводные оксидные покрытия и др. часто электризуются. При использовании сухого магнитного порошка или органической суспензии в местах электростатических зарядов происходит осаждение магнитного порошка, что затрудняет анализ индикаторного рисунка.
Если проводят контроль небольшого участка на крупногабаритном объекте, то загрязнения, краску удаляют с зоны, ширина и длина которой на 10—15 мм больше ширины и длины контролируемого участка с каждой стороны. В ряде случаев возникает необходимость проведения подготовительных работ, которые выше не упомянуты и связаны только с особенностями проверяемого объекта.
Способы намагничивания.
При магнитопорошковом контроле деталей применяют циркулярное, полюсное (продольное, поперечное, нормальное) и комбинированное намагничивание.
Существует большое число схем циркулярного, полюсного и комбинированного намагничивания. Некоторые из таких схем приведены в рис. 2.3.
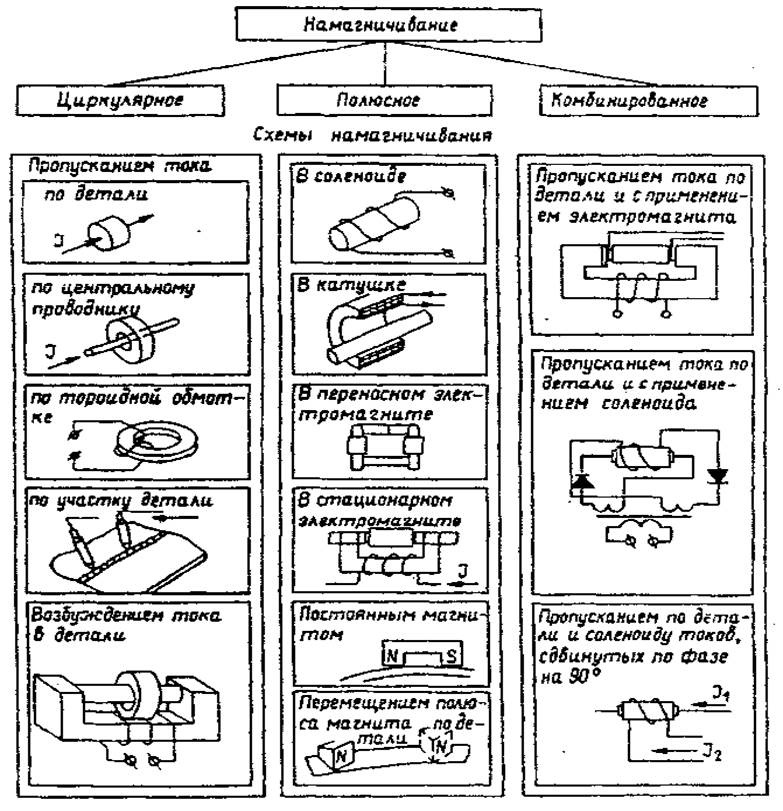
Рис. 2.3. Схемы намагничивания.
Циркулярное намагничивание.
Циркулярное намагничивание проводят:
— пропусканием тока непосредственно по детали;
— пропусканием тока по центральному проводнику, который продевают через полую деталь;
— с применением тороидной обмотки;
— пропусканием тока по участку детали с применением электроконтактов:
— возбуждением индукционного тока в детали.
Циркулярное намагничивание - это такое намагничивание, при котором магнитный поток весь свой путь проходит в проверяемой детали. При циркулярном намагничивании цилиндрических деталей магнитные линии представляют собой концентрические окружности.
3. МАГНИТНЫЕ ИНДИКАТОРЫ.
Способы применения порошков при магнитопорошковом контроле.
Магнитные индикаторы - это магнитные суспензии, порошки, полимеризирующиеся смеси, применяемые для обнаружения дефектов при магнитопорошковом контроле.
Магнитные индикаторы и способы их нанесения на проверяемые детали выбирают в зависимости от цели и условий контроля.
Магнитные порошки на проверяемые детали наносят:
— взвешенными в жидкости (воде, керосине, минеральном масле), образующими суспензии — "мокрым способом";
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.