— возможность установки проверяемой детали в любое удобное положение для хорошего освещения поверхности и осмотра невооруженным глазом, с применением луп, микроскопов.
— возможность нанесения суспензии как путем полива, так и одновременным погружением нескольких деталей в ванну с суспензией;
— простота расшифровки осаждений порошка, так как при контроле способом остаточной намагниченности порошок в меньшей степени оседает по рискам, наклепу, местам грубой обработки поверхности;
— меньшая возможность перегрева деталей в местах их контакта с дисками зажимного устройства дефектоскопа, так как ток пропускают кратковременно (0,0015-2 с);
— часто обеспечивается более высокая производительность контроля.
Поэтому предпочтительнее является способ контроля на остаточной намагниченности, если нет ограничений на его применение. Способ контроля указывают в технологических картах, методиках, рекомендациях по магнитопорошковому контролю.
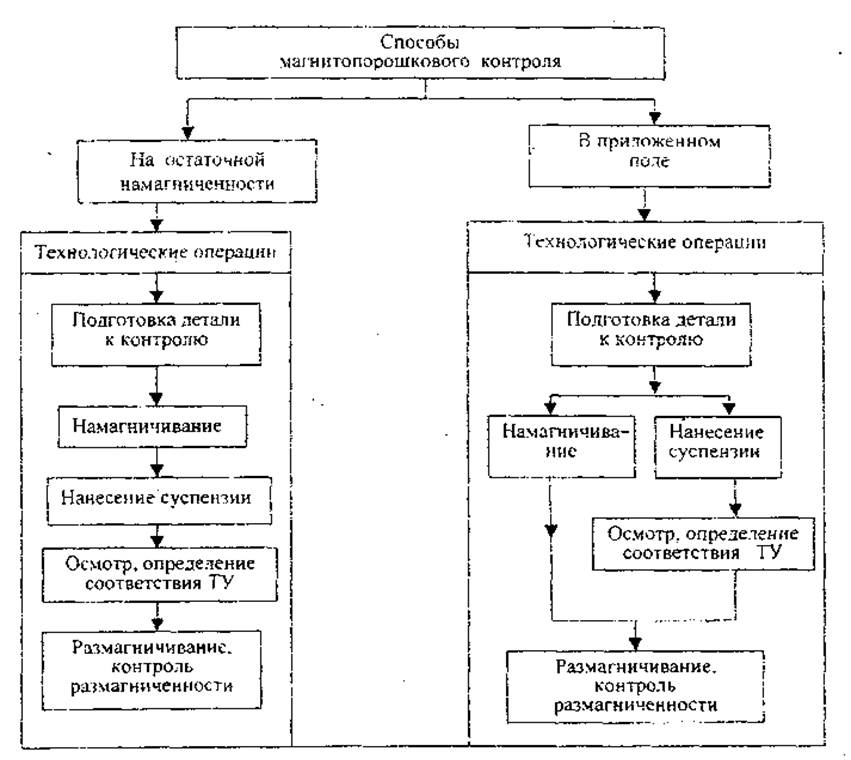
Рис 2.1. Последовательность выполнения технологических операций магнитопорошкового контроля.
Контроль способом приложенного магнитного поля заключается в том, что технологические операции: намагничивание, нанесение на поверхность детали магнитного индикатора, осмотр или часть осмотра детали - выполняют одновременно (см. рис. 2.1).
Контроль способом приложенного магнитного поля проводят в следующих случаях:
— деталь выполнена из магнито-мягкого материала, имеющего коэрцитивную силу НС < 9,5 А/см (12 Э; 0,95 кА/м), например, из сталей Ст. 3, 10, 20 и др.:
— деталь имеет сложную форму или малое удлинение (отношение длины детали к ее диаметру), поэтому ее не удается намагнитить до достаточно высокой остаточной намагниченности:
— деталь контролируют с целью обнаружения подповерхностных дефектов на глубине более 0,01 мм или дефектов, скрытых под слоем немагнитного покрытия (слоя хрома, цинка, краски толщиной более 0,03-0.05 мм);
— деталь имеет большой диаметр, а располагаемая мощность дефектоскопа недостаточна для получения требуемой силы тока для намагничивания такой детали. Например, для намагничивания детали до индукции В1, требуется напряженность поля 200 Э, а в приложенном поле эта же индукция достигается при намагничивающем поле 60 Э (рис. 2.2).
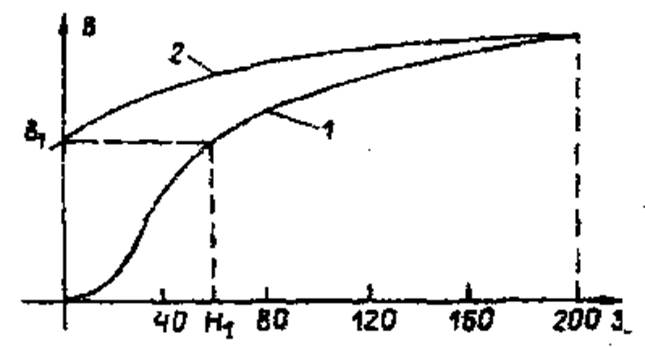
Рис. 2.2. Основная кривая намагничивания материала детали и размагничивающая часть петли гистерезиса: 1 — основная кривая намагничивания; 2 — размагничивающая часть петли.
Если цилиндрическую полую деталь с внешним диаметром 100 мм намагничивают на центральном проводнике, то для получения поля Н = 200 Э на ее внешней поверхности необходим Н = 200 Э и ток I = 5000 А,. а для получения поля, равного 60 Э , необходим ток I = 1500 А, т. е. для контроля в приложенном поле ток требуется в 3,8 раза меньший, чем для контроля на остаточной намагниченности;
— если контролируют небольшие участки крупногабаритной детали с помощью переносных электромагнитов или с применением дефектоскопов на постоянных магнитах:
— если контролируют детали с использованием электромагнитов постоянного тока.
Контроль в приложенном поле не всегда обеспечивает более высокую чувствительность, чем контроль на остаточной намагниченности. Это объясняется тем, что при контроле в приложенном поле деталей, изготовленных из сталей с ярко выраженной текстурой, порошок осаждается по волокнам металла. Все перечисленные факторы при выборе способа приложенного поля требуют анализа и соответствующего учета.
Подготовка детали к контролю.
Подготовительные работы проводят для обеспечения эффективности контроля. Для их проведения могут потребоваться следующие материалы и приспособления: моющие средства, растворители (бензин, керосин, ацетон…);
— волосяные щетки, кисти, мелкая наждачная бумага, скребки, напильники, хлопчатобумажная ветошь, смазка типа ЦИАТИМ;
— ванночки, поддоны, резиновые груши;
— белая нитрокраска, например, краска для цветной дефектоскопии. НЦ-11;
— краскораспылитель, лупы 2-4 - кратного увеличения, микроскоп типа МБС-2.
— лампа местного освещения.
В перечень типичных подготовительных работ могут входить следующие:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.