




пульта управления станком (“dialoque programming”
или “conversational programming”)
2.5.1. Область применения
Данный способ программирования обработки носит такое название, так как он заключается в вводе в систему управления станком (через клавиатуру, сенсорные клавиши или систему графических пиктограмм и меню на экране дисплея пульта управления станком) определённой информации и команд путём ответов на вопросы или подсказок, возникающих на экране дисплея в различных разворачивающихся меню. Такое оперативное программирование применяется на станках, на которых обработка деталей осуществляется набором определённых последовательностей, число которых ограничено и отдельные этапы в этих последовательностях заранее определены и запрограммированы как подпрограммы. Обрабатываемые поверхности имеют простой профиль и не требуют расчёта сложного контура траектории движения инструмента.
Системы управления станков, на которых осуществляется диалоговое программирование, имеют специальное программное обеспечение, разработанное конкретно для определённого станка. Такими системами могут оснащаться шлифовальные станки, токарные, сверлильные, электро-эрозионные, фрезерные станки и некоторые многооперационные станки, предназначенные для упрощенной обработки. Разработанная и проверенная программа обработки может сохраняться в памяти системы для последующего использования в будущем.
Следует особо подчеркнуть, что работа на станках с диалоговыми системами требует от оператора знания не только процессов механической обработки на оборудовании данного типа, но и знаний и умения в обращении с компьютерами. Работая на таком станке, оператор не только загружает и разгружает станок, запускает программу и следит за процессом обработки, но он должен самостоятельно осуществить настройку станка, разработать управляющую программу и отладить её. В целом, его квалификация должна быть выше, чем квалификация простого шлифовщика или токаря. Работа на таком станке требует творческого подхода и более глубоких знаний.
5-1
Ниже приводится ряд примеров программирования такого класса систем, где можно наглядно увидеть методику разработки управляющих программ для таких станков.
При включении такой системы управления, как правило, появляется первое меню со следующими вопросами:
1. Загрузка существующей программы из памяти или магнитного диска.
2. Разработка новой программы.
3. Редактирование существующей программы.
Программист набирает номер опции на клавиатуре. При разработке новой программы, процедура программирования достаточно упрощенная, чтобы её можно было бы осуществить непосредственно с чертежа детали, без какой-либо дополнительной документации, например, операционной карты, таблицы каких-либо других данных и т.п.
Ниже приводится пример диалогового программирования обработки детали на кругло-шлифовальном станке фирмы “DANOBAT”, оснащённом оперативной системой, предназначенной для программирования непосредственно с пульта управления станком с применением графических пиктограмм.
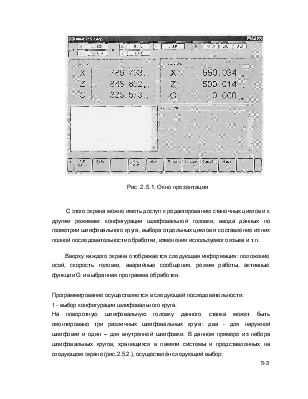
При включении станка и запуске прикладной программы, которая носит название DanOp, появляется окно презентации (Рис. 2.5.1.):
5-2
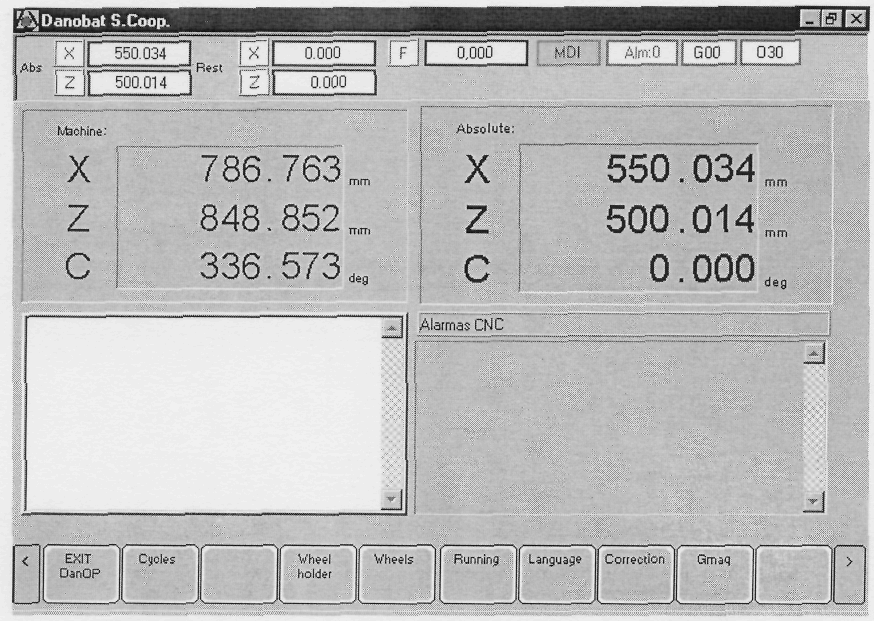
Рис. 2.5.1. Окно презентации
С этого экрана можно
иметь доступ к редактированию станочных циклов и к другим режимам: конфигурации
шлифовальной головки, ввода данных по геометрии шлифовального круга, выбора
отдельных циклов и составление из них полной последовательности обработки,
изменения используемого языка и т.п.
Вверху каждого экрана отображается следующая информация: положение осей, скорость головки, аварийные сообщения, режим работы, активные функции G и выбранная программа обработки.
Программирование осуществляется в следующей последовательности:
1 - выбор конфигурации шлифовального круга.
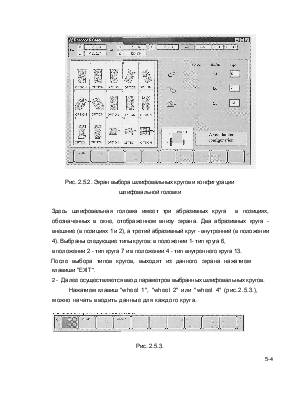
На поворотную шлифовальную головку данного станка может быть смонтировано три различных шлифовальных круга: два - для наружной шлифовки и один – для внутренней шлифовки. В данном примере из набора шлифовальных кругов, хранящихся в памяти системы и представленных на следующем экране (рис.2.5.2.), осуществлён следующий выбор:
5-3
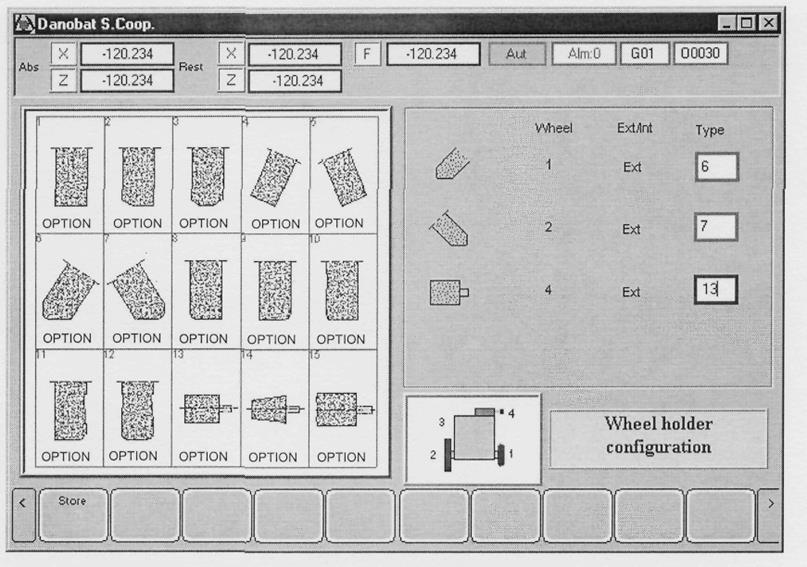
Рис. 2.5.2. Экран выбора шлифовальных кругов и конфигурации шлифовальной головки
Здесь шлифовальная головка имеет три абразивных круга в позициях, обозначенных в окне, отображенном внизу экрана. Два абразивных круга - внешние (в позициях 1 и 2), а третий абразивный круг - внутренний (в положении 4). Выбраны следующие типы кругов: в положении 1- тип круга 6,
в положении 2 - тип круга 7 и в положении 4 - тип внутреннего круга 13.
После выбора типов кругов, выходят из данного экрана нажатием клавиши "EXIT".
2 - Далее осуществляется ввод параметров выбранных шлифовальных кругов.
Нажатием клавиш "wheel 1", "wheel 2" или "wheel 4" (рис.2.5.3.), можно начать вводить данные для каждого круга.

Рис. 2.5.3.
5-4
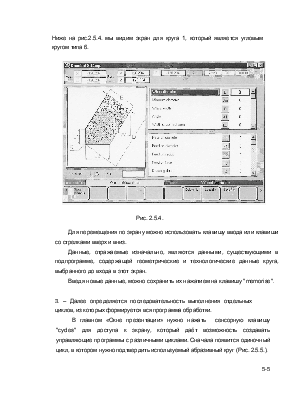
Ниже на рис.2.5.4. мы видим экран для круга 1, который является угловым кругом типа 6.
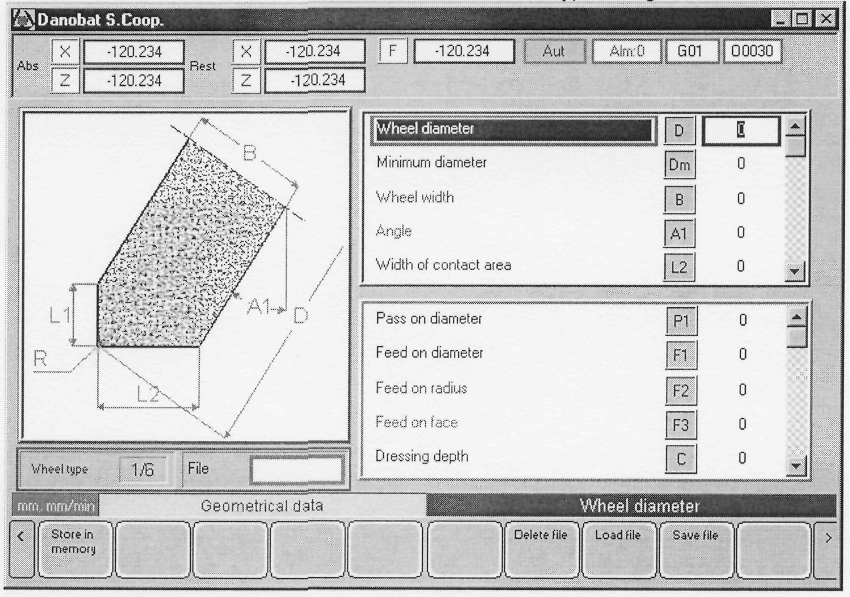
Рис. 2.5.4.
Для перемещения по экрану можно использовать клавишу ввода или клавиши со стрелками вверх и вниз.
Данные, отражаемые изначально, являются данными, существующими в подпрограмме, содержащей геометрические и технологические данные круга, выбранного до входа в этот экран.
Введя новые данные, можно сохранить их нажатием на клавишу "memorise".
3. – Далее определяется последовательность выполнения отдельных циклов, из которых формируется вся программа обработки.
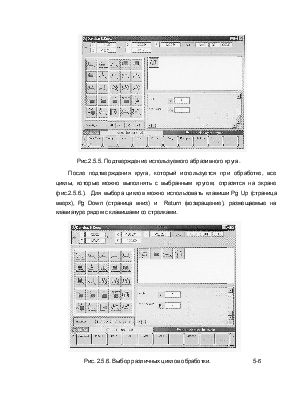
В главном «Окне презентации» нужно нажать сенсорную клавишу "cycles" для доступа к экрану, который даёт возможность создавать управляющие программы с различными циклами. Сначала появится одиночный цикл, в котором нужно подтвердить используемый абразивный круг (Рис. 2.5.5.).
5-5
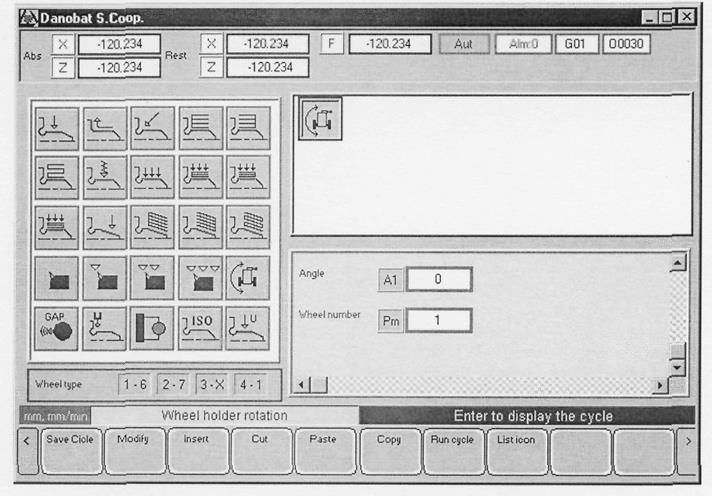
Рис.2.5.5. Подтверждение используемого абразивного круга.
После подтверждения круга, который используется при обработке, все циклы, которые можно выполнять с выбранным кругом, отразятся на экране (рис.2.5.6.). Для выбора циклов можно использовать клавиши Pg Up (страница вверх), Pg Down (страница вниз) и Return (возвращение), размещаемые на клавиатуре рядом с клавишами со стрелками.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.