2) раскладывает их в ячейки четырех ящиков;
Выделим для цикла работы ЭП следующие участки:
а) передняя рука из крайнего
верхнего положения( φ=65![]() )
над питателем катушек поворачивается в крайнее нижнее положение (
φ=-65
)
над питателем катушек поворачивается в крайнее нижнее положение (
φ=-65![]() ),
отрабатывая тем самым требуемый по заданию угол ( φ1=130
),
отрабатывая тем самым требуемый по заданию угол ( φ1=130![]() );
);
б) захватное устройство берет поршень (для передней руки это время первого простоя в цикле t01);
в) движение передней руки
обратно в верхнее крайнее положение ( φ=65![]() );
);
г) поворот колонны для установки схвата над ячейкой ящика( это второй простой t02);
д) передняя рука поворачивается
вниз на угол ( φ2=65![]() )
и при совместном движении верхней руки устанавливает поршень в ячейку;
)
и при совместном движении верхней руки устанавливает поршень в ячейку;
е) ЗУ отпускает поршень в ячейку (третий простой);
ж) передняя рука возвращается
в крайнее верхнее положение ( φ=65![]() );
);
з) колонна поворачивается и устанавливает схват над ванной с поршнями (четвертый простой).
При отработке всех углов поворота передняя рука разгоняется до скорости ωmax с ускорением εmax. Тогда время разгона(пуска) и торможения звена можно найти по формуле:
tп=tт=![]() ; с учетом числовых данных:
; с учетом числовых данных:
tп=tт=![]() =1,5(с).
=1,5(с).
Углы поворота передней руки за это время:
φп=φт=![]() ;
;
φп=φт=![]() =0.461(рад).
=0.461(рад).
Время работы с постоянной по модулю угловой скоростью:
tp1=![]() ,
,
tp2=![]() ;
;
tp1=![]() =2,17
(с)
=2,17
(с)
tp2=![]() =0,338
(с)
=0,338
(с)
Полное время работы привода:
tп.р.=![]() +
+![]() =2(tп+tт+tp1)+tп+tт+tp2
=2(tп+tт+tp1)+tп+tт+tp2
где m и n-количество интервалов пуска(торможения) и количество рабочих интервалов соответственно
tп.р.=2*(1,5+1,5+2,17)+2*(1,5+1,5+0,338)=17 (с)
Найдем время цикла, с учетом продолжительности включения ЭП [6]:
tц=![]() *100%;
*100%;
tц=![]() *100=
*100=![]() 100=48,5
(с).
100=48,5
(с).
Суммарное время простоя ЭП:
t0=tц-tпр=48,5-17=31,5 (c)
2.3 Построение нагрузочной диаграммы и её анализ
На основании расчетов подразделов 2.1 и 2.2 можно построить скоростную и статическую диаграммы для производственного механизма.
Все составляющие цикла работы tц известны, кроме пауз t01,t02,t04. На основании раздела 2.2, примем соотношение времени пауз t01:t02:t04=1:2:3, тогда t01=5,25 c, t02=10,5 c, t03=15,75 c.
На рисунке 2.2 изображены скоростная и приближенная нагрузочная диаграммы для передней руки. Вид нагрузочной диаграммы определяется формулой 2.1. Знак статического момента уже учтен уравнением движения (2.5).
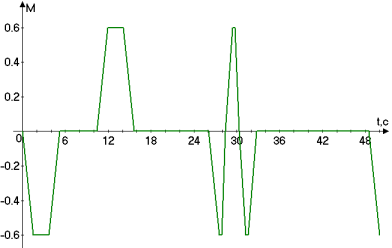
Рис.
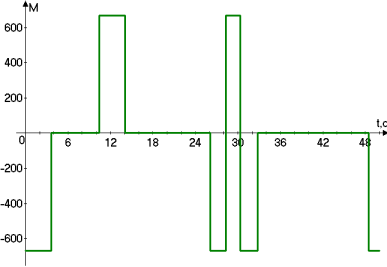
Рисунок 2.2- Скоростная и статическая нагрузочная диаграммы производственного механизма
3. Выбор и проверка электродвигателя
3.1 Предварительный выбор электродвигателя
Скоростная диаграмма и диаграмма статического момента механизма служат основой для предварительного выбора ЭД.
По нагрузочной диаграмме производственного механизма (рисунок 2.2) находим эквивалентный статический момент[6]:
![]() =
=![]()
ti-продолжительность i-го интервала;
Mстi-статический момент на i-ом интервале диаграммы.
Воспользовавшись формулой (3.1), получим:
![]() =
=![]() =
=![]() =
=![]() =
=![]() ;
;
![]() =678,45
Н*м (подпункт 2.1);
=678,45
Н*м (подпункт 2.1);
![]() =678,45*0,59=401,37
(Н*м).
=678,45*0,59=401,37
(Н*м).
Номинальный момент определяется:
![]() =
=![]() ,
,
где ![]() -коэффициент,
учитывающий динамические режимы работы ЭД (обычно принимают
-коэффициент,
учитывающий динамические режимы работы ЭД (обычно принимают ![]() ).
).
Подставив ![]() в
формулу (3.3) получим:
в
формулу (3.3) получим:
![]() =1,3*401,37=521,78
(Н*м).
=1,3*401,37=521,78
(Н*м).
Подсчитаем требуемую номинальную
мощность выбираемого ЭД, взяв в качестве номинальной скорости ![]() :
:
![]() =
=![]() ,
,
Где η-КПД редуктора привода;
![]() =
=![]() =377,52(Вт).
=377,52(Вт).
Условием предварительного выбора ЭД является неравенство[4]:
Pном>![]() ,
где
,
где ![]() -номинальная
мощность двигателя.
-номинальная
мощность двигателя.
Для проектируемого ЭП звена ПР из справочника по электрическим машинам[3] выбираем коллекторный ДПТ типа ДПУ 200-500-3-Д39-09-УХЛ4. Серия двигателей ДПУ предназначена для работы в приводах подач станков с ЧПУ и в приводах ПР. Двигатель имеет следующие технические данные:
Таблица
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.