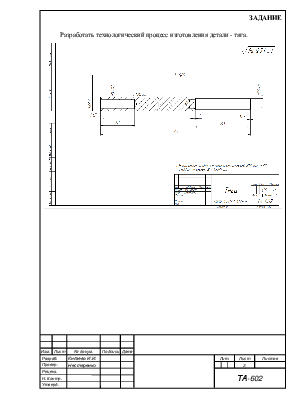


































Деталь должна изготавливаться с оптимальными трудовыми и материальными затратами. На трудоемкость изготовления детали оказывает особое влияние ее конструкция и технические требования на изготовление.
Оценку технологичности конструкции детали проводим по качественным и количественным показателям.
Качественная оценка:
- все поверхности детали относительно легко доступны для обработки, сложность может возникнуть с установкой детали для обработки резьбового отверстия Ø16 мм;
- невозможна обработка нескольких поверхностей одновременно;
- имеются достаточные запасы для выхода (перебега) инструментов;
- глухое резьбовое отверстие Ø16 мм не имеет канавки для выхода инструмента;
- резьбовая поверхность Ø20 мм имеет канавку для выхода режущего инструмента;
- допуск формы цилиндрической поверхности Ø25 мм определяется 9 квалитетом h8 на диаметр, и к шероховатости поверхности предъявляются высокие требования Ra 2,5;
- соблюдается требование кротчайших размерных путей;
- возможно, обрабатывать поверхности проходными резцами;
- требования по биению 0,05 мм;
- жесткость вала не достаточна для получения необходимой точности обработки (соотношение длины к диаметру 14,2 > 12 предельной для квалитетов 6-9).
Количественная оценка:
- Коэффициент использования металла:
![]()
где Мдет = 1,25 кг – масса детали по чертежу; Мзаг = π · r2 · l · ρ – масса исходной заготовки, кг. Должен быть 0,6…0,7.
- Коэффициент унификации конструктивных элементов детали (фасок):
![]()
где ni – число унифицированных элементов детали, шт.; N – общее число конструктивных элементов данного вида. Должен быть 0,4…0,6.
- Коэффициент точности изготовления детали:
![]()
где ni – число поверхностей одного квалитета IT, шт.; N – общее число поверхностей с нормируемой точностью. Показывает сложность изготовления детали. Менее 8 – высокая точность.
- Коэффициент шероховатости поверхности:
![]()
где ni – число поверхностей одной шероховатости Ra, шт.; N – общее число поверхностей с нормируемой шероховатостью. Показывает сложность обработки. 1…2,5 – нормальные требования.
В целом деталь является технологичной, обработка поверхностей возможна на универсальных станках. Можно было в глухом отверстии с резьбой Ø16 мм сделать канавку для выхода инструмента.
Материал, из которого изготавливается деталь, определяет три важных момента при проектировании технологического процесса:
1) способ получения заготовки;
2) возможность обработки на интенсивных режимах;
3) включение в техпроцесс операций термической обработки для снятия остаточных напряжений и получения заданной твердости.
Сталь 45 ГОСТ 1050-74 конструкционная углеродистая качественная. Заменители: 40Х, 50, 50Г2. Сталь 45 применяется: для изготовления вал-шестерней, коленчатых и распределительных валов, шестерней, шпинделей, бандажей, цилиндров, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностей термообработке детали, от которых требуется повышенная прочность.
Данная сталь хорошо подходит для изготовления тяги.
Таблица 2.1.
Химический состав
|
Химический элемент |
% |
|
Кремний (Si) |
0,17-0,37 |
|
Медь (Cu), не более |
0,25 |
|
Мышьяк (As), не более |
0,08 |
|
Марганец (Mn) |
0,50-0,80 |
|
Никель (Ni), не более |
0,25 |
|
Фосфор (P), не более |
0,035 |
|
Хром (Cr), не более |
0,25 |
|
Сера (S), не более |
0,04 |
Таблица 2.2.
Механические свойства при повышенных температурах
|
t испытания, °C |
s0,2, МПа |
sB, МПа |
d5, % |
d, % |
y, % |
KCU, Дж/м2 |
|
Нормализация |
||||||
|
200 |
340 |
690 |
10 |
36 |
64 |
|
|
300 |
255 |
710 |
22 |
44 |
66 |
|
|
400 |
225 |
560 |
21 |
65 |
55 |
|
|
500 |
175 |
370 |
23 |
67 |
39 |
|
|
600 |
78 |
215 |
33 |
90 |
59 |
|
|
Образец диаметром 6 мм и длиной 30 мм, кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. |
||||||
|
700 |
140 |
170 |
43 |
96 |
||
|
800 |
64 |
110 |
58 |
98 |
||
|
900 |
54 |
76 |
62 |
100 |
||
|
1000 |
34 |
50 |
72 |
100 |
||
|
1100 |
22 |
34 |
81 |
100 |
||
|
1200 |
15 |
27 |
90 |
100 |
||
Таблица 2.3.
Механические свойства проката
|
Термообработка, состояние поставки |
Сечение, мм |
sB, МПа |
d5, % |
d4, % |
y, % |
|
Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации |
25 |
600 |
16 |
40 |
|
|
Сталь калиброванная 5-й категории после нагартовки |
640 |
6 |
30 |
||
|
Сталь калиброванная и калиброванная со специальной отделкой после отпуска или отжига |
<590 |
40 |
|||
|
Листы нормализованные и горячекатаные |
80 |
590 |
18 |
||
|
Полосы нормализованные или горячекатаные |
6-25 |
600 |
16 |
40 |
|
|
Лист горячекатаный |
<2 |
550-690 |
14 |
||
|
Лист горячекатаный |
2-3,9 |
550-690 |
15 |
||
|
Лист холоднокатаный |
<2 |
550-690 |
15 |
||
|
Лист холоднокатаный |
2-3,9 |
550-690 |
16 |
Таблица 2.4.
Механические свойства поковок
|
Сечение, мм |
s0,2, МПа |
sB, МПа |
d5, % |
y, % |
HB |
|
Нормализация |
|||||
|
100-300 |
245 |
470 |
19 |
42 |
143-179 |
|
300-500 |
245 |
470 |
17 |
35 |
143-179 |
|
500-800 |
245 |
470 |
15 |
30 |
143-179 |
|
<100 |
275 |
530 |
20 |
44 |
156-197 |
|
100-300 |
275 |
530 |
17 |
34 |
156-197 |
|
Закалка. Отпуск |
|||||
|
300-500 |
275 |
530 |
15 |
29 |
156-197 |
|
Нормализация. Закалка. Отпуск. |
|||||
|
<100 |
315 |
570 |
17 |
39 |
167-207 |
|
100-300 |
315 |
570 |
14 |
34 |
167-207 |
|
300-500 |
315 |
570 |
12 |
29 |
167-207 |
|
<100 |
345 |
590 |
18 |
59 |
174-217 |
|
100-300 |
345 |
590 |
17 |
54 |
174-217 |
|
<100 |
395 |
620 |
17 |
59 |
187-229 |
Таблица 2.5.
Механические свойства в зависимости от температуры отпуска
|
t отпуска, °С |
s0,2, МПа |
sB, МПа |
d5, % |
y, % |
KCU, Дж/м2 |
HB |
|
Закалка 850 °С, вода. Образцы диаметром 15 мм |
||||||
|
450 |
830 |
980 |
10 |
40 |
59 |
|
|
500 |
730 |
830 |
12 |
45 |
78 |
|
|
550 |
640 |
780 |
16 |
50 |
98 |
|
|
600 |
590 |
730 |
25 |
55 |
118 |
|
|
Закалка 840 °С, вода. Диаметр заготовки 60 мм |
||||||
|
400 |
520-590 |
730-840 |
12-14 |
46-50 |
50-70 |
202-234 |
|
500 |
470-520 |
680-770 |
14-16 |
52-58 |
60-90 |
185-210 |
|
600 |
410-440 |
610-680 |
18-20 |
61-64 |
90-120 |
168-190 |
Таблица 2.6.
Механические свойства в зависимости от сечения
|
Сечение, мм |
s0,2, МПа |
sB, МПа |
d5, % |
y, % |
KCU, Дж/м2 |
|
Закалка 850 °С, отпуск 550 °С. Образцы вырезались из центра заготовок. |
|||||
|
15 |
640 |
780 |
16 |
50 |
98 |
|
30 |
540 |
730 |
15 |
45 |
78 |
|
75 |
440 |
690 |
14 |
40 |
59 |
|
100 |
440 |
690 |
13 |
40 |
49 |
Таблица 2.7.
Технологические свойства
|
Температура ковки |
|
Начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе. |
|
Свариваемость |
|
Трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка. |
|
Обрабатываемость резанием |
|
В горячекатаном состоянии при НВ 170-179 и sB = 640 МПа Ku тв.спл. = 1, Ku б.ст. = 1. |
|
Склонность к отпускной способности |
|
Не склонна. |
|
Флокеночувствительность |
|
Малочувствительна. |
Таблица 2.8.
Температура критических точек
|
Критическая точка |
°С |
|
Ac1 |
730 |
|
Ac3 |
755 |
|
Ar3 |
690 |
|
Ar1 |
780 |
|
Mn |
350 |
Таблица 2.9.
Ударная вязкость, KCU, Дж/см2
|
Состояние поставки, термообработка |
+20 |
-20 |
-40 |
-60 |
|
Пруток диаметром 25 мм. Горячекатаное состояние. |
14-15 |
10-14 |
5-14 |
3-8 |
|
Пруток диаметром 25 мм. Отжиг |
42-47 |
27-34 |
27-31 |
13 |
|
Пруток диаметром 25 мм. Нормализация |
49-52 |
37-42 |
33-37 |
29 |
|
Пруток диаметром 25 мм. Закалка. Отпуск |
110-123 |
72-88 |
36-95 |
31-63 |
|
Пруток диаметром 120 мм. Горячекатаное состояние |
42-47 |
24-26 |
15-33 |
12 |
|
Пруток диаметром 120 мм. Отжиг |
47-52 |
32 |
17-33 |
9 |
|
Пруток диаметром 120 мм. Нормализация |
76-80 |
45-55 |
49-56 |
47 |
|
Пруток диаметром 120 мм. Закалка. Отпуск |
112-164 |
81 |
80 |
70 |
Таблица 2.10.
Предел выносливости
|
s-1, МПа |
t-1, МПа |
sB, МПа |
s0,2, МПа |
|
245 |
157 |
590 |
310 |
|
421 |
880 |
680 |
|
|
231 |
520 |
270 |
|
|
331 |
660 |
480 |
Таблица 2.11.
Прокаливаемость
Закалка 850 С. Твердость для полос прокаливаемости HRCэ (HRB).
|
Расстояние от торца, мм / HRC э |
|||||||||
|
1.5 |
3 |
4.5 |
6 |
7.5 |
9 |
12 |
16.5 |
24 |
30 |
|
50.5-59 |
41.5-57 |
29-54 |
25-42.5 |
23-36.5 |
22-33 |
20-31 |
(92)-29 |
(88)-26 |
(86)-24 |
|
Термообработка |
Кол-во мартенсита, % |
Крит.диам. в воде, мм |
Крит.диам. в масле, мм |
|
Закалка |
50 |
15-35 |
6-12 |
Таблица 2.12.
Физические свойства
|
Температура испытания, °С |
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
Модуль нормальной упругости, Е, ГПа |
200 |
201 |
193 |
190 |
172 |
|||||
|
Модуль упругости при сдвиге кручением G, ГПа |
78 |
69 |
59 |
|||||||
|
Плотность, pn, кг/см3 |
7826 |
7799 |
7769 |
7735 |
7698 |
7662 |
7625 |
7587 |
7595 |
|
|
Коэффициент теплопроводности Вт/(м ·°С) |
48 |
47 |
44 |
41 |
39 |
36 |
31 |
27 |
26 |
|
|
Температура испытания, °С |
20- 100 |
20- 200 |
20- 300 |
20- 400 |
20- 500 |
20- 600 |
20- 700 |
20- 800 |
20- 900 |
20- 1000 |
|
Коэффициент линейного расширения (a, 10-6 1/°С) |
11.9 |
12.7 |
13.4 |
14.1 |
14.6 |
14.9 |
15.2 |
|||
|
Удельная теплоемкость (С, Дж/(кг · °С)) |
473 |
498 |
515 |
536 |
583 |
578 |
611 |
720 |
708 |
Вид поставки: Обработка металлов давлением: Поковки ГОСТ 8479-70, ОСТ 5Р.9125-84, СТ ЦКБА 010-2004; Сортовой и фасонный прокат: ГОСТ 5422-73, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-93, ГОСТ 8319.0-75, ГОСТ 8319.2-75, ГОСТ 8319.5-75, ГОСТ 8319.6-75, ГОСТ 8319.8-75, ГОСТ 8319.11-75, ГОСТ 8319.12-75, ГОСТ 8320.0-83, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 9234-74, ГОСТ 11474-76, ГОСТ 12492.8-90, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ОСТ 5.9087-84; Листы и полосы: ГОСТ 82-70, ГОСТ 103-76, ГОСТ 14918-80, ГОСТ 16523-97, ГОСТ 19903-74, ГОСТ 16523-89, ГОСТ 16523-70, ГОСТ 103-2006, ГОСТ 19903-90; Ленты: ГОСТ 3560-73; Сортовой и фасонный прокат: ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78, ГОСТ 14955-77, ОСТ 1 92049-76, ТУ 14-1-5414-2001, ТУ 14-1-2118-77, ТУ 14-1-2330-77, ТУ 14-11-245-88, ТУ 14-1-1271-75; Листы и полосы: ГОСТ 1577-93; Ленты: ГОСТ 2284-79; Трубы стальные и соединительные части к ним: ГОСТ 8732-78, ГОСТ 8734-75, ГОСТ 12132-66, ГОСТ 21729-76, ТУ 14-159-246-94; Проволока стальная низкоуглеродистая: ГОСТ 5663-79: Проволока стальная средне- и высокоуглеродистая: ГОСТ 17305-91; Болванки. Заготовки. Слябы: ОСТ 3-1686-90, ТУ 1-92-156-90.
В нашем случае подходит сортовой прокат Ø28 ГОСТ 1050-74.
Обрабатываемость материала резаньем определяется его пределом прочности и твердостью. За базу принимается обрабатываемость стали 40 (предел прочности 650 МПа, твердость 180 НВ). Степень обрабатываемости определяется соотношением скорости резанья при 60-минутной стойкости сравниваемого материала и стали 45, для которой ν60 = 135 м/мин при обработке режущим инструментом из твердого сплава Т15К6.
Значение коэффициента обрабатываемости берем из справочника:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.