















ГЛАВА 3
НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
3. 1 Модернизация технологического процесса как один из
инструментов снижения технологической себестоимости операции механической обработки
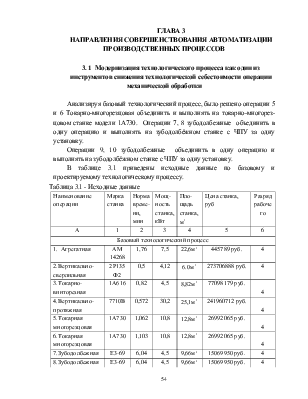
Анализируя базовый технологический процесс, было решено операции 5 и 6 Токарно-многорезцовая объединить и выполнять на токарно-многорезцовом станке модели 1А730. Операции 7, 8 зубодолбежные объединить в одну операцию и выполнять на зубодолбёжном станке с ЧПУ за одну установку.
Операции 9, 10 зубодолбежные объединить в одну операцию и выполнять на зубодолбёжном станке с ЧПУ за одну установку.
В таблице 3.1 приведены исходные данные по базовому и проектируемому технологическому процессу.
Таблица 3.1 - Исходные данные
|
Наименование операции |
Марка станка |
Норма време-ни, мин |
Мощ-ность станка, кВт |
Пло-щадь станка, м |
Цена станка, руб |
Разряд рабочего |
|
А |
1 |
2 |
3 |
4 |
5 |
6 |
|
Базовый технологический процесс |
||||||
|
1. Агрегатная |
АМ 14268 |
1,76 |
7,5 |
22,6м |
445789 руб. |
4 |
|
2.Вертикально- сверлильная |
2Р135Ф2 |
0,5 |
4,12 |
6.0м |
273706888 руб. |
4 |
|
3.Токарно-винторезная |
1А616 |
0,82 |
4,5 |
8,82м |
77098179 руб. |
4 |
|
4.Вертикально-протяжная |
7710В |
0,572 |
30,2 |
25,1м |
241960712 руб. |
4 |
|
5.Токарная многорезцовая |
1А730 |
1,062 |
10,8 |
12,8м |
26992065 руб. |
4 |
|
6.Токарная многорезцовая |
1А730 |
1,103 |
10,8 |
12,8м |
26992065 руб. |
4 |
|
7.Зубодолбежная |
Е3-69 |
6,04 |
4,5 |
9,66м |
15069950 руб. |
4 |
|
8.Зубодолбежная |
Е3-69 |
6,04 |
4,5 |
9,66м |
15069950 руб. |
4 |
Продолжение таблицы 3.1
|
А |
1 |
2 |
3 |
4 |
5 |
6 |
|
9.Зубодолбежная |
Е3-69 |
5,76 |
4,5 |
9,66м |
15069950 руб. |
4 |
|
10.Зубодолбежная |
Е3-69 |
5,76 |
4,5 |
9,66м |
15069950 руб. |
4 |
|
Итого: |
126,8м |
|||||
|
Проектируемый технологический процесс |
||||||
|
1. Агрегатная |
АМ 14268 |
1,76 |
7,5 |
22,6м |
445789 руб. |
4 |
|
2. Вертикально- сверлильная |
2Р135Ф2 |
0,51 |
4,12 |
6.0м |
273706888 руб. |
4 |
|
3.Токарно-винторезная |
1А616 |
0,82 |
4,5 |
8,82м |
77098179 руб. |
4 |
|
4.Вертикально-протяжная |
7710В |
0,572 |
30,2 |
25,1м |
241960712 руб. |
4 |
|
5.Токарная многорезцовая |
1А730 |
2,62 |
10,8 |
12,8м |
26992065 руб. |
4 |
|
6. Зубодолбежная с ЧПУ |
ВС150NC2 |
5,716 |
4,5 |
9,66м |
45305640 руб. |
4 |
|
7. Зубодолбежная с ЧПУ |
ВС150NC2 |
5,766 |
4,5 |
9,66м |
45305640 руб. |
4 |
|
Итого: |
94,67м |
|||||
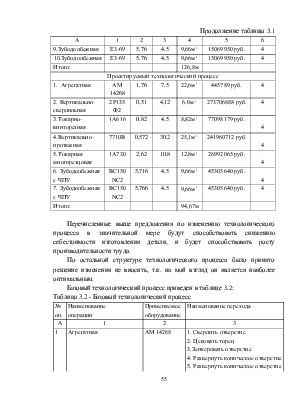
Перечисленные выше предложения по изменению технологического процесса в значительной мере будут способствовать снижению себестоимости изготовления детали, и будет способствовать росту производительности труда.
По остальной структуре технологического процесса было принято решение изменения не вносить, т.к. на мой взгляд он является наиболее оптимальным.
Базовый технологический процесс приведен в таблице 3.2:
Таблица 3.2 - Базовый технологический процесс
|
№ оп. |
Наименование операции |
Применяемое оборудование |
Наименование перехода |
|
А |
1 |
2 |
3 |
|
1 |
Агрегатная |
АМ 14268 |
1. Сверлить отверстие 2. Цековать торец 3.Зенкеровать отверстие 4. Развернуть коническое отверстие 5. Развернуть коническое отверстие |
Продолжение таблицы 3.2
|
А |
1 |
2 |
3 |
|
2 |
Вертикально- сверлильная |
2Р135Ф2 |
1. Подрезать торец |
|
3 |
Токарно-винторезная |
1А616 |
1. Подрезать торец |
|
4 |
Вертикально-протяжная |
7710В |
1. Протянуть шлицевое отверстие |
|
5 |
Токарно-многорезцовая |
1А730 |
1. Точить венцы |
|
6 |
Токарно-многорезцовая |
1А730 |
1. Точить венцы |
|
7 |
Зубодолбежная |
Е3-69 |
1. Долбить 5 зубьев начерно |
|
8 |
Зубодолбежная |
Е3-69 |
1. Долбить 5 зубьев начисто |
|
9 |
Зубодолбежная |
Е3-69 |
1. Долбить 7 зубьев начерно |
|
10 |
Зубодолбежная |
Е3-69 |
1. Долбить 7 зубьев начисто |
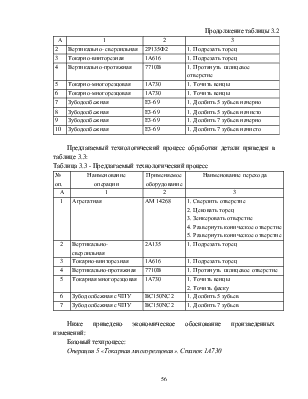
Предлагаемый технологический процесс обработки детали приведен в таблице 3.3:
Таблица 3.3 - Предлагаемый технологический процесс
|
№ оп. |
Наименование операции |
Применяемое оборудование |
Наименование перехода |
|
А |
1 |
2 |
3 |
|
1 |
Агрегатная |
АМ 14268 |
1. Сверлить отверстие 2. Цековать торец 3. Зенкеровать отверстие 4. Развернуть коническое отверстие 5. Развернуть коническое отверстие |
|
2 |
Вертикально- сверлильная |
2А135 |
1. Подрезать торец |
|
3 |
Токарно-винторезная |
1А616 |
1. Подрезать торец |
|
4 |
Вертикально-протяжная |
7710В |
1. Протянуть шлицевое отверстие |
|
5 |
Токарная многорезцовая |
1А730 |
1. Точить венцы 2. Точить фаску |
|
6 |
Зубодолбежная с ЧПУ |
ВС150NC2 |
1. Долбить 5 зубьев |
|
7 |
Зубодолбежная с ЧПУ |
ВС150NC2 |
1. Долбить 7 зубьев |
Ниже приведено экономическое обоснование произведенных изменений:
Базовый техпроцесс:
Операция 5 «Токарная многорезцовая». Станок 1А730
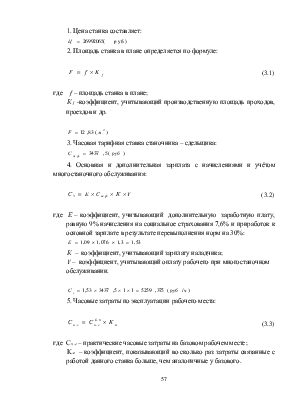
1. Цена станка составляет:
![]()
2. Площадь станка в плане определяется по формуле:
![]() (3.1)
(3.1)
где f – площадь станка в плане;
К![]() -коэффициент, учитывающий производственную площадь проходов,
проездов и др.
-коэффициент, учитывающий производственную площадь проходов,
проездов и др.
![]()
3. Часовая тарифная ставка станочника – сдельщика:
![]()
4. Основная и дополнительная зарплата с начислениями и учётом многостаночного обслуживания:
![]() (3.2)
(3.2)
где Е – коэффициент, учитывающий дополнительную заработную плату, равную 9% начисления на социальное страхования 7,6% и приработок к основной зарплате в результате перевыполнения норм на 30%:
![]()
К – коэффициент, учитывающий зарплату наладчика;
Y– коэффициент, учитывающий оплату рабочего при многостаночном обслуживании.
![]()
5. Часовые затраты по эксплуатации рабочего места:
![]() (3.3)
(3.3)
где С![]() –
практические часовые затраты на базовом рабочем месте;
–
практические часовые затраты на базовом рабочем месте;
К![]() – коэффициент,
показывающий во сколько раз затраты связанные с работой данного станка больше,
чем аналогичные у базового.
– коэффициент,
показывающий во сколько раз затраты связанные с работой данного станка больше,
чем аналогичные у базового.
![]()
6. Капитальные вложения в станок:
 (3.4)
(3.4)
где Ц – балансовая стоимость станка;
Fd – действительный годовой фонд времени станка;
![]() - коэффициент загрузки станка.
- коэффициент загрузки станка.
7. Капитальные вложения в здание
 (3.5)
(3.5)

8. Часовые приведенные затраты:
![]() (3.6)
(3.6)
гдеЕ![]() – нормативный коэффициент
экономической эффективности капиталовложений;
– нормативный коэффициент
экономической эффективности капиталовложений;
Е![]() = 0,15
= 0,15
![]()
9. Технологическая себестоимость операции механической обработки
 (3.7)
(3.7)
где К![]() –
коэффициент выполнения норм.
–
коэффициент выполнения норм.

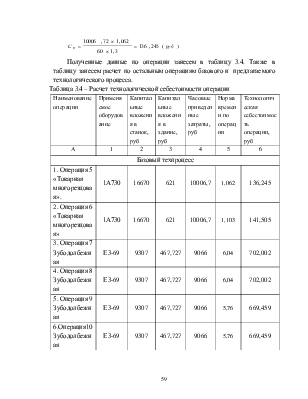
Полученные данные по операции занесем в таблицу 3.4. Также в таблицу занесем расчет по остальным операциям базового и предлагаемого технологического процесса.
Таблица 3.4 – Расчет технологической себестоимости операции
|
Наименование операции |
Применяемое оборудование |
Капитальные вложения в станок, руб |
Капитальные вложения в здание, руб |
Часовые приведенные затраты, руб |
Норма времени по операции |
Технологическая себестоимость операции, руб |
|
А |
1 |
2 |
3 |
4 |
5 |
6 |
|
Базовый техпроцесс |
||||||
|
1. Операция 5 «Токарная многорезцовая». |
1А730 |
16670 |
621 |
10006,7 |
1,062 |
136,245 |
|
2. Операция 6 «Токарная многорезцовая» |
1А730 |
16670 |
621 |
10006,7 |
1,103 |
141,505 |
|
3. Операция 7 Зубодолбежная |
Е3-69 |
9307 |
467,727 |
9066 |
6,04 |
702,002 |
|
4. Операция 8 Зубодолбежная |
Е3-69 |
9307 |
467,727 |
9066 |
6,04 |
702,002 |
|
5. Операция 9 Зубодолбежная |
Е3-69 |
9307 |
467,727 |
9066 |
5,76 |
669,459 |
|
6.Операция10 Зубодолбежная |
Е3-69 |
9307 |
467,727 |
9066 |
5,76 |
669,459 |
Продолжение таблицы 3.4
|
А |
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Проектируемый техпроцесс |
|||||||
|
1. Операция 5 Токарная многорезцовая |
1А730 |
16670 |
621 |
10006,7 |
2,62 |
342,382 |
|
|
2. Операция 6 Зубодолбежная |
ВС150NC2 |
27980 |
467,727 |
11870 |
4,5 |
869,607 |
|
|
3. Операция 7 Зубодолбежная |
ВС150NC2 |
27980 |
467,727 |
11870 |
4,5 |
877,214 |
|
Вероятностный характер результатов НИОКР усложняет оценку экономической эффективности и ведет к поэтапному их определению с нарастающей степенью точности. На ранних стадиях выполнения проектных работ расчеты носят прогнозный характер и включают:
- технико-экономический анализ ожидаемых результатов;
- выбор базы для сравнения и приведения вариантов к сопоставимому виду;
- расчет предпроизводственных и капитальных затрат в сфере производства и эксплуатации;
- расчет и анализ показателей экономической эффективности.
Методы расчета годового экономического эффекта зависят от того, различается ли в сравниваемых вариантах годовая производительность изделий [15].
При равенстве их годовых производительностей расчет годового экономического эффекта ведется на базе абсолютных величин капитальных вложений и эксплуатационных издержек (расходов):
Приведенная годовая себестоимость определяется по формуле:
![]() (3.8)
(3.8)
где С![]() ;
С
;
С![]() - себестоимость сравниваемых
операций;
- себестоимость сравниваемых
операций;
N – годовая программа выпуска изделий.
Результат сравнения базового и предлагаемого вариантов технологического процесса приведены в таблице 3.5.
Таблица 3.5 - Сравнение базового и предлагаемого техпроцессов по экономической себестоимости
|
Базовый техпроцесс |
Проектируемый техпроцесс |
||
|
Наименование операции |
Себестоимость С |
Наименование операции |
Себестоимость С |
|
1. Токарная многорезцовая |
136,245 |
1. Токарная многорезцовая |
342,382 |
|
2. Токарная многорезцовая |
141,505 |
2. Зубодолбежная |
869,607 |
|
3. Зубодолбежная |
702,002 |
3. Зубодолбежная |
877,214 |
|
4. Зубодолбежная |
702,002 |
||
|
5. Зубодолбежная |
669,459 |
||
|
6. Зубодолбежная |
669,459 |
||
|
Итого |
3020,672 |
2089,203 |
|
Данные полученные в таблице 3.5 используем для расчета годового экономического эффекта.
Годовая программа выпуска изделий равна 3000 штук.
![]()
Из приведенных выше расчетов видно, что предлагаемый технологический процесс дешевле базового процесса. Сокращается количество выполняемых операций с 6 штук до 3 штук, а также время обработки детали на операции, что положительно влияет на увеличение показателя производительности труда. В результате получаем приведенную годовую экономию в размере
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.