2. Разработать чертеж штампованной полковки для детали «Вал» из стали 18ХГТ ГОСТ 4543-88. Масса детали 26 кг. – Рис. 1,б.
3. Разработать чертеж отливки для детали «Шкив» из алюминиевого сплава АК5М2 ГОСТ 1583-93. – Рис. 2,б.
Вариант 3.
1. Сплавы на основе меди, используемые для изготовления заготовок из проката и поковок: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Крышка» из стали 35 ГОСТ 1050-88. – Рис. 1,в.
3. Разработать чертеж отливки для детали «Ступица» из чугуна СЧ 25 ГОСТ 1412-85. – Рис. 2,в.
Вариант 4.
1. Сплавы на основе меди, используемые для изготовления отливок: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали
«Ступица» из стали 30ХГСА ГОСТ 4543-88. Масса детали 1,1 кг. – Рис. 1,г.
3. Разработать чертеж отливки для детали «Крышка» из высокопрочного чугуна ВЧ 45 ГОСТ 7293-85. – Рис. 2,г.
Вариант 5.
1. Сплавы на основе алюминия, используемые для изготовления заготовок из проката и поковок: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Ступица» из стали 20ХН3А ГОСТ 4543-88. Масса детали 4,1 кг. – Рис. 1,д
3. Разработать чертеж отливки для детали «Маховик» из стали 30Л ГОСТ 977-88. – Рис. 2,д.
Вариант 6.
1. Сплавы на основе алюминия, используемые для отливок: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Ролик» из стали 30 ГОСТ 1050-88. Масса детали 45 кг. – Рис. 1,е.
3. Разработать чертеж отливки для детали «Шатун» из стали 25Л ГОСТ 977-88. – Рис. 2,е.
Вариант 7.
1. Сплавы на основе магния деформируемые и литейные: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Шкив» из стали 40Х2Н2МА ГОСТ 4543-88. Масса детали 1,36 кг. – Рис. 1,ж.
3. Разработать чертеж отливки для детали «Стойка» из чугуна с вермикулярным графитом ЧВГ 35 ГОСТ 28394-89. – Рис. 2,ж.
Вариант 8.
1. Стали конструкционные для заготовок из проката и поковок: классификация по качеству, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Шток» из стали 30 ГОСТ 1050-88. Масса детали 2,15 кг. – Рис. 1,з.
3. Разработать чертеж отливки для детали «Эксцентрик» из высокопрочного чугуна ВЧ 60 ГОСТ 7293-85. – Рис. 2,з.
Вариант 9.
1. Чугуны: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Колесо» из стали 38ХМЮА ГОСТ 4543-88. Масса детали 0,26 кг. – Рис. 1,и.
3. Разработать чертеж отливки для детали «Стойка» из алюминиевого сплава АК12АЛ2) ГОСТ 1583-93. – Рис. 2,и.
Вариант 10.
1. Литейные стали: классификация, марки, применение.
2. Разработать чертеж штампованной поковки для детали «Крышка»из стали 20 ГОСТ 1050-88. Масса детали 0,1 кг. – Рис. 1,к.
3. Разработать чертеж отливки для детали «Крышка» из серого чугуна СЧ 20 ГОСТ 1412-85. – Рис. 2,к.
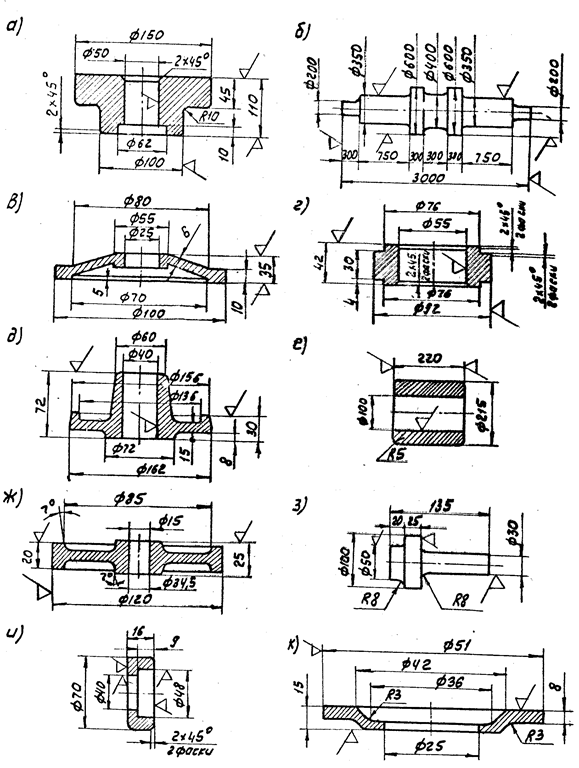
Рис. 1. Эскизы деталей: а – полумуфта; б – вал; в – крышка; г – ступица; д – ступица; е – ролик; ж – шкив; з – шток; и – кольцо; к – крышка. Шероховатость обрабатываемых поверхностей Ra=6,3 мкм.
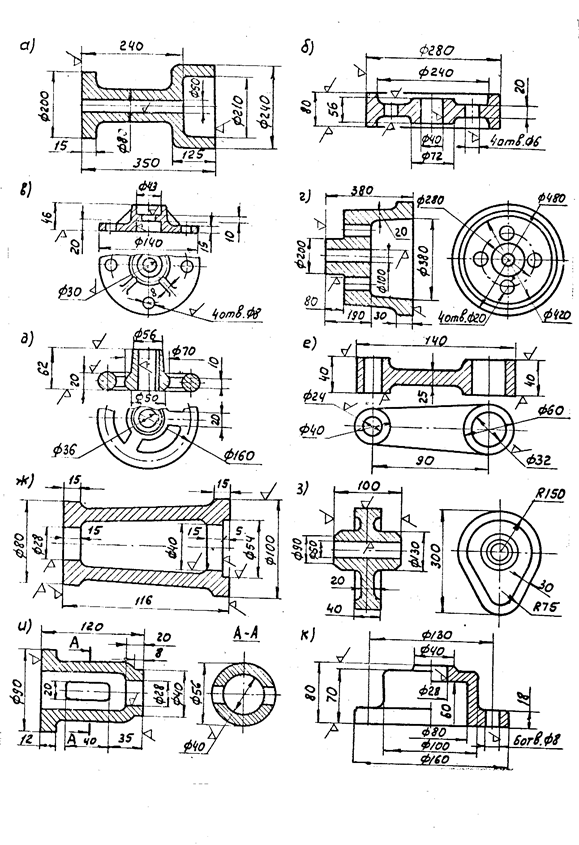
Рис. 2. Эскизы литых деталей: а – стойка; б – шкив; в – крышка; г – ступица; д – шкив; е – шатун; ж – стойка; з – эксцентрик; и – стойка к – крышка.
ПЛАН
лекций по дисциплине «Проектирование и производство заготовок» (очная и очно-заочная формы обучения)
Учебным планом предусмотрено:
- по очной форме обучения – 18 час.;
- по очно-заочной форме обучения – 17 час.
1. Общие сведения о детали, заготовке и заготовительном производстве. Припуски на механическую обработку. Технологичность конструкций деталей машин. Основы выбора технологичной заготовки. Выбор способа изготовления заготовки. - 2 час.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.