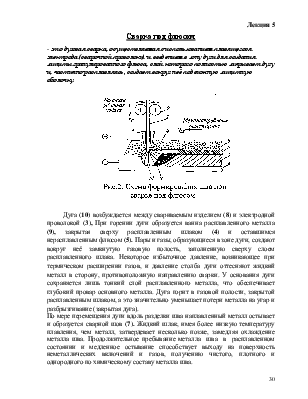
Дуга (10) возбуждается между свариваемым изделием (8) и электродной проволокой (3), При горении дуги образуется ванна расплавленного металла (9), закрытая сверху расплавленным шлаком (4) и оставшимся нерасплавленным флюсом (5). Пары и газы, образующиеся в зоне дуги, создают вокруг неё замкнутую газовую полость, заполненную сверху слоем расплавленного шлака. Некоторое избыточное давление, возникающее при термическом расширении газов, и давление столба дуги оттесняют жидкий металл в сторону, противоположную направлению сварки. У основания дуги сохраняется лишь тонкий слой расплавленного металла, что обеспечивает глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, а это значительно уменьшает потери металла на угар и разбрызгивание (закрытая дуга).
По мере перемещения дуги вдоль разделки шва наплавленный металл остывает и образуется сварной шов (7). Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствует выходу на поверхность неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва.
По степени механизации процесса различают автоматическую и полуавтоматическую сварку под флюсом.
Автоматическая сварка под флюсом
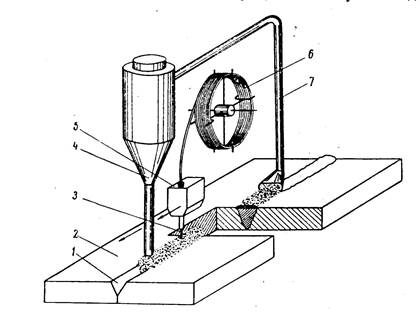
Рис.21. Схема автоматической дуговой сварки под флюсом
Автоматическая сварка под флюсом производится с помощью специальной установки (сварочная головка или сварочный трактор). Эти установки осуществляет подачу голой электродной проволоки и гранулированного флюса в зону сварки, перемещают дугу вдоль свариваемого шва и автоматически поддерживают её стабильное горение. Принципиальная схема автоматической сварки под флюсом представлена на рис. 21.
Электродная проволока из кассеты (6) подается в зону сварки. Кромки (1) свариваемого изделия (2) в зоне сварки покрываются слоем гранулированного флюса, подаваемого из бункера аппарата (4). Толщина слоя флюса составляет 30 - 50 мм. Сварочный ток подводится от источника питания к электроду через токоподводящий мундштук (3), находящийся на расстоянии 40-60 мм от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи (до 2000 А). Нерасплавившийся флюс поступает обратно в бункер (4) через сопло и шланг (7).
Промышленностью для сварки под флюсом выпускают тракторы сварочные ТС-17Р; автоматы тракторного типа АДС-1000; подвесные сварочные головки типа АБС и т.п.
Автоматическая сварка под флюсом дает следующие основные преимущества перед ручной дуговой сваркой:
1. Высокая производительность сварки, превышающая ручную сварку в 5 - 10 раз. Она обеспечивается применением больших токов (плотность тока 30 - 150 А/мм2 ) и снижением трудоемкости вследствие автоматизации процесса .
2. Высокое качество сварного шва вследствие хорошей защиты металла сварочной ванны расплавленным шлаком от кислорода и азота воздуха, раскисления и легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем шлака.
3. Экономия электродного металла при значительном снижении потерь на разбрызгивание и огарки. При ручной сварке эти потери достигают 20 -30 %, а при автоматической под слоем флюса они не превышают 2 - 5 % .
4. Условия труда значительно лучше, чем при ручной сварке. Дуга закрыта слоем шлака и флюса, поэтому нет необходимости в защите сварщика от воздействия, излучений дуги.
К недостаткам автоматической сварки под слоем флюса можно отнести:
· невидимость места сварки, требующая точной сборки сварного соединения;
· ограниченная маневренность сварочных автоматов;
· крупные габариты установок, что не позволяет производить сварку в труднодоступных местах;
· сварка выполняется главным образом в нижнем положении;
· неэффективность при сварке коротких швов (менее 400 мм);
· большой расход и относительно высокая стоимость флюсов.
Полуавтоматическая сварка под флюсом позволяет частично устранить
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.