ПРОКАТКА
ПРОДОЛЬНАЯ ПРОКАТКА.
Сущность продольной прокатки
В процессе продольной прокатки (рис. 1) заготовка (слиток или подкат) подается специальными устройствами, например, рольгангом к вращающимся в разные стороны валкам. В точке А происходит удар заготовки в верхний валок с появлением в месте контакта нормальной силы N. При равенстве диаметров верхнего и нижнего валков система сил симметрична, поэтому можно рассматривать только один из валков. Нормальная сила N вызывает силу трения Т, которая захватывает заготовку в зазор между валками и заготовка получает поступательное движение в направлении, соответствующем направлению вращения валков. Заготовка деформируется, проходит в точке В в минимальном зазоре между валками и приобретает размеры и форму, соответствующие зазору. Характерным для продольной прокатки является то, что оси валков параллельны, валки вращаются в противоположном направлении, а заготовка движется поступательно. Дуга АВ, на которой осуществляется захват и деформирование заготовки, называется дугой захвата, а соответствующий ей центральный угол α - углом захвата.
Если спроектировать силы N и Т на направление движения заготовки (рис.1), получим величины силы отталкивания Nx заготовки от валка и втягивания Тх заготовки в зазор между валками.
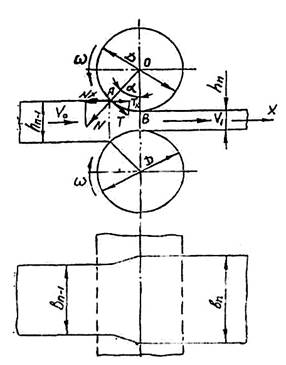
Рис. 1. Схема продольной прокатки.
Для того, чтобы произошел захват заготовки валками и втягивание ее в зазор необходимо, чтобы втягивающее усилие было больше, чем отталкивающее: Тх > Nx.
Учитывая, что сила
трения T=f∙N, где f - коэффициент трения, условие захвата заготовки
валками примет вид sin ![]() < fcos
< fcos ![]() , или tg
, или tg ![]() < f.ро
< f.ро
Величина коэффициента трения зависит от физической природы и состояния контактных поверхностей металла и валков, температуры, скорости, наличия и качества смазки и других факторов.
В процессе продольной прокатки высота (толщина) металла уменьшается, а длина и ширина увеличиваются. Главным образом деформация направлена на увеличение длины (вытяжка), так как уширению металла препятствуют силы трения, направленные вдоль оси валков.


Прокатно-листовой стан
ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ.
 Инструментом
для продольной прокатки являются валки. Прокатные валки бывают гладкие (рис.3,
а) или ручьевые (рис. 3, б, в) они состоят из рабочей части или бочки 1,
опорных частей 2, называемых шейками и соединительной части 3.
Инструментом
для продольной прокатки являются валки. Прокатные валки бывают гладкие (рис.3,
а) или ручьевые (рис. 3, б, в) они состоят из рабочей части или бочки 1,
опорных частей 2, называемых шейками и соединительной части 3.

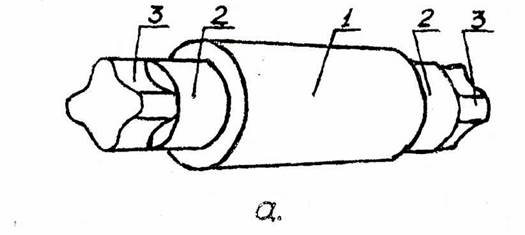
Рис.3. Прокатные валки: гладкие (а), ручьевые с открытым калибром (б) и с закрытым калибром (в).
У гладких валков бочка имеет цилиндрическую, слегка выпуклую или вогнутую поверхность для компенсации упругих или температурных деформаций. Металл, прокатываемый между такими валками, получает гладкую поверхность, в идеальном случае - плоскость.
На рис. 3 б, в показаны элементы рабочей части ручьевых валков. Очевидно, что ручьевые валки также имеют опорные и соединительные части. На рабочих частях ручьевых валков вытачивают вырезы или выступы, каждый из которых называют ручьём. При установке валков в рабочее положение ручьи двух валков и зазор между ними образуют калибр. Граница калибра - переход калибра с одного валка на другой - называется разделом калибра. Если раздел калибра осуществляется по линии, параллельной осям валков (по калибру), то такой калибр называют открытым (рис.3, б). Калибр, у которого раздел находится вне предела калибра, называют закрытым (рис. 3, в). Разработку системы последовательных калибров, обеспечивающих получение заданного профиля и размеров изделия, называют калибровкой. Из рис.3 б, в видно, что ручьевые валки образуют калибр в виде шестигранника и прямоугольника.
Калибры делят на обжимные, уменьшающие сечение заготовки; черновые
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.